প্রযুক্তিগত অপারেশন, ইনস্টলেশন, অবস্থান, রূপান্তর, স্ট্রোক. অক্জিলিয়ারী ট্রানজিশন, সরানো। একটি প্রযুক্তিগত অপারেশন ধারণা এবং এর উপাদান প্রযুক্তিগত অপারেশন এবং অনুবাদক ট্রানজিশন
প্রযুক্তিগত অপারেশন- এটি একটি কর্মক্ষেত্রে সম্পাদিত প্রযুক্তিগত প্রক্রিয়ার একটি সম্পূর্ণ অংশ।
একটি প্রযুক্তিগত অপারেশন হল উত্পাদন পরিকল্পনা এবং অ্যাকাউন্টিংয়ের মৌলিক একক। ক্রিয়াকলাপগুলির উপর ভিত্তি করে, উত্পাদন পণ্যগুলির জটিলতা নির্ধারণ করা হয় এবংসময় এবং দামের মান প্রতিষ্ঠিত হয়, প্রয়োজনীয় সংখ্যক শ্রমিক এবং প্রযুক্তিগত সরঞ্জাম নির্ধারণ করা হয়।
স্থাপন- ওয়ার্কপিস বা একত্রিত সমাবেশ ইউনিটগুলির ধ্রুবক স্থিরকরণের সাথে সম্পাদিত একটি প্রযুক্তিগত অপারেশনের অংশ। ইনস্টলেশন উপাধি A, B, C, D, ইত্যাদি
অবস্থান- প্রযুক্তিগত ক্রিয়াকলাপের অংশ সম্পাদনের জন্য সরঞ্জামগুলির কার্যকারী অংশগুলির সাথে তুলনা করে ওয়ার্কপিস সহ ডিভাইসের স্থির অবস্থান।
প্রযুক্তিগত পরিবর্তন- একটি প্রযুক্তিগত ক্রিয়াকলাপের একটি সম্পূর্ণ অংশ, ব্যবহৃত সরঞ্জামের স্থায়িত্ব এবং প্রক্রিয়াকরণের সময় গঠিত বা সমাবেশের সময় সংযুক্ত পৃষ্ঠগুলির দ্বারা চিহ্নিত করা হয়। উৎপাদন সুবিধার অবস্থার একটি পরিবর্তন দ্বারা অনুষঙ্গী.
ওয়ার্কিং স্ট্রোক- একটি প্রযুক্তিগত রূপান্তরের একটি সম্পূর্ণ অংশ, যার মধ্যে পণ্যের অবস্থার পরিবর্তনের সাথে উত্পাদন বস্তুর সাপেক্ষে টুলের একটি একক আন্দোলন রয়েছে।
অক্জিলিয়ারী ট্রানজিশন- একজন কর্মী এবং সরঞ্জামের ক্রিয়াকলাপ সমন্বিত একটি প্রযুক্তিগত অপারেশনের একটি সম্পূর্ণ অংশ। এটি উত্পাদন সুবিধার অবস্থার পরিবর্তনের সাথে নয়, তবে একটি প্রযুক্তিগত রূপান্তর সম্পূর্ণ করার জন্য প্রয়োজনীয়।
সহায়ক পদক্ষেপ-একটি প্রযুক্তিগত রূপান্তরের একটি সম্পূর্ণ অংশ, যা উত্পাদন বস্তুর সাথে সম্পর্কিত টুলের একটি একক নড়াচড়া নিয়ে গঠিত এবং এটির অবস্থার পরিবর্তনের সাথে সঙ্গতিহীন।
মেশিনের যন্ত্রাংশ তৈরির জন্য প্রযুক্তিগত প্রক্রিয়া ডিজাইন করার জন্য অ্যালগরিদম
1) উৎস তথ্য বিশ্লেষণ; 2) প্রযুক্তিগত প্রক্রিয়ার analogues জন্য অনুসন্ধান; 3) প্রাথমিক ওয়ার্কপিস নির্বাচন; 4) প্রযুক্তিগত ঘাঁটি নির্বাচন; 5) একটি প্রযুক্তিগত প্রক্রিয়াকরণ রুট আপ অঙ্কন; 6) প্রযুক্তিগত অপারেশন উন্নয়ন; 7) প্রযুক্তিগত প্রক্রিয়ার প্রমিতকরণ; 8) নিরাপত্তা প্রয়োজনীয়তা নির্ধারণ; 9) সর্বোত্তম বিকল্প নির্বাচন করা; 10) প্রযুক্তিগত প্রক্রিয়ার নকশা।
প্রক্রিয়াকরণের সময় কাটিং মোড নির্ধারণ (একক- এবং মাল্টি-টুল)
এক টুল মেশিনিং .
1 ) সংজ্ঞায়িত করুন কাটিয়া গভীরতা tঅপারেটিং ভাতা গণনা ফলাফলের উপর ভিত্তি করে. একক-পাস প্রক্রিয়াকরণের জন্য, আমরা ভাতার গড় মান নিই। যদি দুটি পাস থাকে, তাহলে প্রথম পাসের জন্য 70% ভাতা সরানো হয়, দ্বিতীয়টির জন্য 30%।
2 ) আমরা বরাদ্দ করি জমা sবাঁক, তুরপুন, নাকাল দ্বারা যন্ত্রের জন্য, ওয়ার্কপিসের বিপ্লব প্রতি ফিড নির্ধারিত হয় এস oবা টুল, মিলিংয়ের জন্য - টুল দাঁতে খাওয়ান এস z .এস z = এস o /z,যেখানে z হল কাটার দাঁতের সংখ্যা। রুক্ষ করার সময়, সর্বাধিক অনুমোদিত ফিড নির্বাচন করুন; সমাপ্তির জন্য - প্রয়োজনীয় নির্ভুলতা এবং প্রক্রিয়াকরণের রুক্ষতার উপর নির্ভর করে, সরঞ্জামের কাটা অংশের জ্যামিতিক পরামিতিগুলি বিবেচনায় নিয়ে। মান অনুযায়ী বা অন্যান্য পদ্ধতি (লিনিয়ার প্রোগ্রামিং, সিমপ্লেক্স পদ্ধতি, ইত্যাদি) ব্যবহার করে নির্ধারিত ফিড রেট অবশ্যই মেশিনের পাসপোর্ট ডেটার সাথে সমন্বয় করতে হবে।
3 ) সংজ্ঞায়িত করুন কাটিয়া গতি মান v:
যেখানে রেফারেন্স বই থেকে সহগ মান নির্ধারণ করা হয়।
4 ) আমরা গণনা করি ফ্রিকোয়েন্সিn ওয়ার্কপিস বা টুলের ঘূর্ণন:
যেখানে v কাটছে গতি, m/min; D হল ওয়ার্কপিস (টুল) এর ব্যাস মিমি।
5 ) আমরা ফর্মের সূত্র ব্যবহার করে কাটিং ফোর্সের সমন্বয়কারী উপাদানগুলি গণনা করি:
t এবং S ব্যতীত অন্য মানগুলি সন্ধান টেবিল থেকে নির্বাচন করা হয়।
6) আমরা মেশিনের শক্তি এবং শক্তি বৈশিষ্ট্যের উপর ভিত্তি করে কাটিং মোড পরীক্ষা করি। এটি করার জন্য, আমরা ফিডের দিকে কাজ করে এমন স্থানাঙ্ক উপাদান P x কাটিং ফোর্স এর প্রাপ্ত মানকে ফিড মেকানিজম P x অতিরিক্তের অনুমতিযোগ্য বলের সাথে তুলনা করি।
কাটার শক্তি:
N e =, kW বা যাচাই সহ অন্যান্য নির্ভরতা অনুযায়ী
এন ই? এন দরজা,
যেখানে N dv হল মোটরের শক্তি যা মেশিনের প্রধান গতিশীলতা চালায়, z হল ড্রাইভের দক্ষতা।
প্রদত্ত অনুপাত বজায় না থাকলে, ফিড এবং কাটিংয়ের গতির নির্বাচিত মানগুলি সামঞ্জস্য করা বা প্রযুক্তিগত সরঞ্জামগুলি প্রতিস্থাপন করা প্রয়োজন।
মাল্টি-টুল প্রসেসিং।
সমান্তরাল প্রক্রিয়াকরণের ক্ষেত্রে, প্রতিটি সরঞ্জামের জন্য কাটা এবং ফিডের গভীরতা তাদের স্বাধীন অপারেশনের অবস্থার উপর ভিত্তি করে নির্বাচন করা হয়, যেমন। এক-সরঞ্জাম প্রক্রিয়াকরণ পদ্ধতি ব্যবহার করে। তারপরে টুল ব্লকের ফিড নির্ধারণ করা হয় - নির্বাচিত মানগুলি থেকে সবচেয়ে ছোট প্রযুক্তিগতভাবে অনুমোদিত ফিড। কাটিং গতি সম্ভবত সীমিত টুল দ্বারা নির্ধারিত হয়। এগুলি এমন সরঞ্জাম হতে পারে যা বৃহত্তম ব্যাস এবং সর্বাধিক দৈর্ঘ্যের অঞ্চলগুলিকে প্রক্রিয়া করে। বেশ কয়েকটি অনুমিতভাবে সীমিত সরঞ্জামের জন্য, কাটিয়া সময় সহগ পাওয়া যায়:
যেখানে Lр হল একটি পৃথক টুলের কাটিং দৈর্ঘ্য, Lрх হল পুরো টুল ব্লকের কাজের স্ট্রোকের দৈর্ঘ্য।
যেখানে Tm হল নর্মালাইজড টুল লাইফ।
পাওয়া প্রতিরোধের মান T ব্যবহার করে, অনুমিতভাবে সীমিত সরঞ্জামগুলির প্রতিটির জন্য কাটার গতি পাওয়া যায়। প্রকৃতপক্ষে, সীমাবদ্ধ সরঞ্জামটি হবে সর্বনিম্ন নির্দিষ্ট কাটিয়া গতি সহ। এই মানটি সম্পূর্ণ টুল ব্লকের অপারেশনের জন্য গৃহীত হয়। এর পরে, ঘূর্ণন গতি নির্ধারিত হয় n এবং এটি মেশিন পাসপোর্ট অনুযায়ী সমন্বয় করা হয়. পরবর্তী আমরা গণনা মোট বাহিনী এবং শক্তি কাটা।
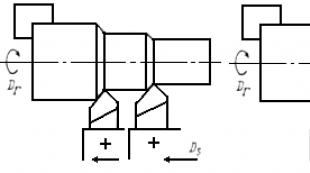
প্রযুক্তিগত পরিবর্তন ধ্রুব প্রযুক্তিগত অবস্থা এবং ইনস্টলেশনের অধীনে প্রযুক্তিগত সরঞ্জামগুলির একই উপায়ে সম্পাদিত একটি প্রযুক্তিগত অপারেশনের সম্পূর্ণ অংশকে বোঝায়। বেলন বাঁকানোর সময় যদি একটি টুল পরিবর্তন করা হয়, তাহলে এই টুলের সাহায্যে ওয়ার্কপিসের একই পৃষ্ঠের প্রক্রিয়াকরণ একটি নতুন প্রযুক্তিগত পরিবর্তন হবে (চিত্র 1.6)। কিন্তু টুল পরিবর্তন নিজেই একটি অক্জিলিয়ারী ট্রানজিশন।

ভাত। 1.7। টার্নিং অপারেশনের স্কেচ
একটি - সহজ রূপান্তর;
b - কঠিন স্থানান্তর
2.2.2। অক্জিলিয়ারী ট্রানজিশনএকটি প্রযুক্তিগত ক্রিয়াকলাপের সম্পূর্ণ অংশকে বোঝায়, যা মানব এবং (বা) সরঞ্জামের ক্রিয়াগুলি নিয়ে গঠিত যা শ্রমের বস্তুর বৈশিষ্ট্যগুলির পরিবর্তনের সাথে থাকে না, তবে প্রযুক্তিগত পরিবর্তন সম্পূর্ণ করার জন্য প্রয়োজনীয়।
বিভিন্ন পৃষ্ঠের একযোগে প্রক্রিয়াকরণের কারণে স্থানান্তরগুলি সময়মতো একত্রিত করা যেতে পারে, যেমন সেগুলি ক্রমানুসারে (রুফিং, সেমি-ফিনিশিং, একটি স্টেপড শ্যাফ্টের ফিনিশিং বা এক ড্রিল দিয়ে চারটি গর্ত ড্রিলিং) সমান্তরালে (একটি ধাপ বাঁক) করা যেতে পারে। শ্যাফ্ট বেশ কয়েকটি কাটার দিয়ে বা চারটি গর্ত একবারে চারটি ড্রিল ড্রিল করা) বা সমান্তরাল-ক্রমিকভাবে (একটি ধাপযুক্ত শ্যাফ্ট বাঁকানোর পরে একাধিক কাটার দিয়ে একযোগে চ্যামফেরিং কাটার দিয়ে, বা দুটি ড্রিলের সাহায্যে চারটি গর্ত ক্রমাগতভাবে ড্রিল করা)।

স্থাপন
স্থাপন- প্রক্রিয়াজাত করা ওয়ার্কপিস বা একত্রিত সমাবেশ ইউনিটের অপরিবর্তিত বেঁধে দেওয়া প্রযুক্তিগত অপারেশনের অংশ। যে কোনো কোণে অংশ ঘোরানো একটি নতুন ইনস্টলেশন। যদি রোলারটি প্রথমে একটি সেটিং সহ একটি তিন-চোয়ালের চাকে পরিণত হয় এবং তারপরে এটি উল্টে এবং ঘুরিয়ে দেওয়া হয়, তবে এটির জন্য একটি অপারেশনে দুটি সেটিংস প্রয়োজন হবে (চিত্র 1.7)।
 2.2.4। অবস্থান।একটি ঘূর্ণমান টেবিলে ইনস্টল করা এবং সুরক্ষিত একটি ওয়ার্কপিস, ড্রিলিং, রিমিং এবং কাউন্টারসিঙ্কিং সাপেক্ষে, একটি সেটিং রয়েছে, তবে টেবিলের ঘূর্ণনের সাথে এটি একটি নতুন অবস্থান নেবে।
2.2.4। অবস্থান।একটি ঘূর্ণমান টেবিলে ইনস্টল করা এবং সুরক্ষিত একটি ওয়ার্কপিস, ড্রিলিং, রিমিং এবং কাউন্টারসিঙ্কিং সাপেক্ষে, একটি সেটিং রয়েছে, তবে টেবিলের ঘূর্ণনের সাথে এটি একটি নতুন অবস্থান নেবে।
অবস্থানএকটি নির্দিষ্ট অবস্থান যা অপারেশনের একটি নির্দিষ্ট অংশ সম্পাদন করার সময় একটি সরঞ্জাম বা সরঞ্জামের একটি স্থির অংশের সাথে সম্পর্কিত একটি ডিভাইসের সাথে একটি কঠোরভাবে স্থির ওয়ার্কপিস বা একত্রিত সমাবেশ ইউনিট দ্বারা দখল করা হয়। মাল্টি-স্পিন্ডল এবং আধা-স্বয়ংক্রিয় মেশিনে, ওয়ার্কপিস, যখন এটি সুরক্ষিত হয়, মেশিনের তুলনায় বিভিন্ন অবস্থান দখল করে। ওয়ার্কপিসটি ক্ল্যাম্পিং ডিভাইসের সাথে একসাথে একটি নতুন অবস্থানে চলে যায় (চিত্র 1.8)।
ওয়ার্কপিস প্রক্রিয়াকরণের জন্য একটি প্রযুক্তিগত প্রক্রিয়া বিকাশ করার সময়, এটি পছন্দনীয় অবস্থানের সাথে সেটিংস প্রতিস্থাপন করুন,যেহেতু প্রতিটি অতিরিক্ত সেটিং তার নিজস্ব প্রক্রিয়াকরণ ত্রুটিগুলি প্রবর্তন করে।
প্রযুক্তিগত প্রক্রিয়াএটিকে উত্পাদন প্রক্রিয়ার একটি অংশ বলা হয় যা পরিবর্তন করার জন্য এবং পরবর্তীতে উত্পাদনের আইটেমের অবস্থা নির্ধারণ করার জন্য ক্রিয়া ধারণ করে, যেমন, আকার, আকৃতি, উপকরণের বৈশিষ্ট্য, ওয়ার্কপিসের নিয়ন্ত্রণ এবং গতিবিধি পরিবর্তন করা।
একটি প্রদত্ত উত্পাদনের সমাপ্ত পণ্যে উপকরণগুলিকে রূপান্তর করতে ব্যবহৃত বৈজ্ঞানিক এবং কার্যত সঠিক পদ্ধতি এবং কৌশলগুলির সেটকে এই উত্পাদনের প্রযুক্তি বলা হয়।
প্রযুক্তিগত প্রক্রিয়াপণ্য এবং এর পৃথক অংশগুলির অঙ্কনের ভিত্তিতে তৈরি করা হয় এবং ক্রিয়াকলাপের ক্রম নির্ধারণ করে: ফাঁকা অংশগুলির উত্পাদন - ঘূর্ণিত উপাদান থেকে ঢালাই, ফরজিং, স্ট্যাম্পিং বা প্রাথমিক প্রক্রিয়াকরণ; চূড়ান্ত আকার এবং আকার সহ অংশগুলি পেতে ধাতব-কাটিং মেশিনে ওয়ার্কপিস প্রক্রিয়াকরণ; উপাদান এবং সমাবেশগুলির সমাবেশ, যেমন, পৃথক অংশগুলিকে সমাবেশ ইউনিট এবং সমাবেশগুলিতে সংযুক্ত করা; সম্পূর্ণ পণ্যের চূড়ান্ত সমাবেশ; পণ্যের নিয়ন্ত্রণ এবং পরীক্ষা; পেন্টিং এবং পণ্য সমাপ্তি.
প্রযুক্তিগত প্রক্রিয়ার পৃথক ক্রিয়াকলাপের জন্য উত্পাদন প্রক্রিয়ার প্রতিটি পর্যায়ে, প্রযুক্তিগত বৈশিষ্ট্য অনুসারে অংশগুলির উত্পাদনের উপর নিয়ন্ত্রণ করা হয়।
যান্ত্রিক প্রযুক্তিগত প্রক্রিয়াপ্রক্রিয়াকরণটি এমনভাবে ডিজাইন করা এবং সঞ্চালিত করা উচিত যাতে, সবচেয়ে যুক্তিযুক্ত এবং অর্থনৈতিক প্রক্রিয়াকরণ পদ্ধতির মাধ্যমে, অংশগুলির প্রয়োজনীয়তা (যন্ত্রের নির্ভুলতা এবং পৃষ্ঠের রুক্ষতা, অক্ষ এবং পৃষ্ঠের আপেক্ষিক অবস্থান, কনট্যুরগুলির সঠিকতা ইত্যাদি) সন্তুষ্ট হয়, একত্রিত পণ্যের সঠিক অপারেশন নিশ্চিত করা।
GOST 3.1109-82 অনুসারে, একটি প্রযুক্তিগত প্রক্রিয়া ডিজাইন, কাজ, একক, মানক, মানক, অস্থায়ী, দীর্ঘমেয়াদী, রুট, অপারেশনাল, রুট-অপারেশনাল হতে পারে।
ওয়ার্কপিস মেশিন করার সবচেয়ে যুক্তিসঙ্গত প্রক্রিয়াটি নিশ্চিত করার জন্য, একটি প্রক্রিয়াকরণ পরিকল্পনা তৈরি করা হয় যা নির্দেশ করে যে কোন পৃষ্ঠগুলি প্রক্রিয়া করা দরকার, কোন ক্রমে এবং কোন উপায়ে।
এই বিষয়ে, পুরো মেশিনিং প্রক্রিয়াটি পৃথক উপাদানগুলিতে বিভক্ত - প্রযুক্তিগত ক্রিয়াকলাপ।
প্রযুক্তিগত অপারেশনএকটি কর্মক্ষেত্রে সম্পাদিত একটি প্রযুক্তিগত প্রক্রিয়ার একটি সম্পূর্ণ অংশ বোঝায়।
পণ্যের ব্যাচের আকার, তাদের নকশা, প্রযুক্তির স্তর এবং একটি প্রদত্ত এন্টারপ্রাইজের উত্পাদন সংগঠনের উপর নির্ভর করে, অপারেশনটি বড় করা এবং বিভক্ত করা যেতে পারে।
উদাহরণস্বরূপ, ইউনিট উত্পাদনে, একটি পণ্যের অংশগুলির সম্পূর্ণ সমাবেশ প্রায়শই একটি কর্মক্ষেত্রে একজন কর্মী দ্বারা সঞ্চালিত হয় এবং এটি একটি অপারেশন হিসাবে পরিকল্পনা করা হয়। বৃহৎ আকারের এবং ব্যাপক উৎপাদনে একই কাজকে বিভিন্ন কর্মক্ষেত্রে বিভিন্ন কর্মীদের দ্বারা সম্পাদিত ছোট ছোট স্বাধীন ক্রিয়াকলাপে বিভক্ত করা হয়।
অপারেশনের সুযোগঅনেক গুরুত্তপুন্ন. একটি সাধারণ নিয়ম হিসাবে, অপারেশন যত বড় এবং জটিল হবে, উৎপাদনশীলতা তত কম হবে এবং কর্মী তত বেশি দক্ষ হবে।
এবং, বিপরীতভাবে, একটি বৃহৎ অপারেশন যত বেশি ছোট অংশে বিভক্ত, শ্রম উৎপাদনশীলতা তত বেশি এবং পণ্য প্রক্রিয়াকরণের খরচ কম। একটি বড় অপারেশনের ব্যবচ্ছেদ কর্মীকে সহজ, একঘেয়ে কাজের কৌশলগুলি সম্পাদন করতে এবং বিশেষ ডিভাইসগুলি ব্যবহার করার জন্য আরও ভালভাবে মানিয়ে নিতে দেয়।
অপারেশন,পরিবর্তে, উপাদানগুলিতে বিভক্ত, যার সংখ্যা ভলিউম এবং এর বাস্তবায়নের পদ্ধতির উপর নির্ভর করে পরিবর্তিত হয়। অপারেশনের প্রধান উপাদানগুলি হল ইনস্টলেশন, প্রযুক্তিগত রূপান্তর, অক্জিলিয়ারী ট্রানজিশন, ওয়ার্কিং স্ট্রোক, অক্জিলিয়ারী স্ট্রোক, অবস্থান।
স্থাপনপ্রক্রিয়াকৃত ওয়ার্কপিস বা একত্রিত সমাবেশ ইউনিটের অবিচ্ছিন্ন বেঁধে দেওয়া প্রযুক্তিগত অপারেশনের অংশকে বোঝায়।
উদাহরণস্বরূপ, চিত্রে দেখানো বুশিংয়ের উপর একটি 2X60° চেম্ফার। 3.1, এবং দুটি সেটিংসে প্রক্রিয়া করা হয়, প্রথমে ছিদ্রের এক প্রান্তে চেম্ফারটি সরানো হয় (চিত্র 3.1, c), এবং তারপরে, ওয়ার্কপিসটি পুনরায় সাজানোর পরে এবং এটিকে আবার সুরক্ষিত করার পরে, অন্য প্রান্তে চেম্ফারটি সরানো হয় (চিত্র 3) 3.1, ঘ)।



ভাত। 3.1। অপারেশন উপাদান
প্রযুক্তিগত পরিবর্তনএকটি প্রযুক্তিগত ক্রিয়াকলাপের সম্পূর্ণ অংশকে বোঝায়, ব্যবহৃত সরঞ্জামের স্থায়িত্ব এবং প্রক্রিয়াকরণের মাধ্যমে গঠিত এবং সমাবেশের সময় সংযুক্ত পৃষ্ঠগুলির দ্বারা চিহ্নিত করা হয়।
যখন কাটিং মোড বা কাটিং টুল পরিবর্তন হয়, পরবর্তী ট্রানজিশন শুরু হয়।
উদাহরণস্বরূপ, বুশিং এ Ø 9 মিমি ছিদ্র করা (চিত্র 3.1, b) হল প্রথম রূপান্তর (একটি ড্রিলের সাহায্যে সম্পাদিত), এবং 2X60° (চিত্র 3.1, e) হল দ্বিতীয় রূপান্তর (একটি কাউন্টারসিঙ্কের সাহায্যে সম্পাদিত) )
অক্জিলিয়ারী ট্রানজিশন- একটি প্রযুক্তিগত ক্রিয়াকলাপের একটি সম্পূর্ণ অংশ, যা মানব এবং (বা) সরঞ্জামগুলির ক্রিয়া নিয়ে গঠিত যা আকৃতি, আকার এবং পৃষ্ঠের রুক্ষতার পরিবর্তনের সাথে থাকে না, তবে একটি প্রযুক্তিগত পরিবর্তন সম্পূর্ণ করার জন্য প্রয়োজনীয়। অক্জিলিয়ারী ট্রানজিশনের উদাহরণ হল ওয়ার্কপিস ইনস্টলেশন, টুল পরিবর্তন ইত্যাদি।
তালিকাভুক্ত উপাদানগুলির মধ্যে শুধুমাত্র একটিতে একটি পরিবর্তন (মেশিনযুক্ত পৃষ্ঠ, টুল বা কাটিং মোড) একটি নতুন রূপান্তর সংজ্ঞায়িত করে। রূপান্তর কাজ এবং সহায়ক পদক্ষেপ নিয়ে গঠিত।
অধীন কাজের স্ট্রোকওয়ার্কপিসের আকৃতি, আকার, পৃষ্ঠের রুক্ষতা বা বৈশিষ্ট্যগুলির পরিবর্তনের সাথে ওয়ার্কপিসের সাথে সম্পর্কিত টুলের একক নড়াচড়া সমন্বিত একটি প্রযুক্তিগত পরিবর্তনের সম্পূর্ণ অংশটি বোঝা।
সহায়ক পদক্ষেপ- একটি প্রযুক্তিগত পরিবর্তনের একটি সম্পূর্ণ অংশ, যা ওয়ার্কপিসের সাথে সম্পর্কিত টুলের একক নড়াচড়া নিয়ে গঠিত, যার সাথে ওয়ার্কপিসের আকৃতি, আকার, পৃষ্ঠের রুক্ষতা বা বৈশিষ্ট্যগুলির পরিবর্তন হয় না, তবে কার্যকারী স্ট্রোকটি সম্পূর্ণ করার জন্য প্রয়োজনীয়।
অবস্থানএকটি স্থায়ীভাবে স্থির ওয়ার্কপিস বা অ্যাসেম্বলড অ্যাসেম্বলি ইউনিট দ্বারা দখল করা প্রতিটি স্থির অবস্থানকে বলা হয় অপারেশনের একটি নির্দিষ্ট অংশ সঞ্চালনের জন্য একটি সরঞ্জামের সাথে সম্পর্কিত একটি ডিভাইস বা স্থির সরঞ্জামের সাথে।
একটি ওয়ার্কপিসের অবস্থানগত প্রক্রিয়াকরণের একটি উদাহরণ হল চিত্রে দেখানো একটি তিন-অবস্থানের ঘূর্ণমান ডিভাইসে ছিদ্র ছিদ্র করা এবং থ্রেড কাটার কাজ। 3.2।

ভাত। 3.2।
ওয়ার্কপিসটি পজিশন 1 এ স্থির করা হয়, যখন ডিভাইসটি পজিশন 2 এ ঘোরানো হয়, ওয়ার্কপিসে গর্তগুলি ড্রিল করা হয়, তারপর 3 পজিশনের পরবর্তী মোড়ে, ওয়ার্কপিসে একটি থ্রেড কাটা হয়।
অপারেশন এবং ট্রানজিশনপ্রযুক্তিগত ডকুমেন্টেশনে, সিরিয়াল নম্বর দেওয়া হয়, রোমান সংখ্যা দ্বারা নির্দেশিত ক্রিয়াকলাপ এবং আরবি সংখ্যা দ্বারা রূপান্তর। প্রথম সংখ্যা থেকে শুরু করে প্রতিটি অপারেশনে ট্রানজিশনের ক্রম সংখ্যা স্বাধীনভাবে দেওয়া হয়।
সেটিংসঅক্ষর দ্বারা মনোনীত করা হয়, এবং প্রতিটি ক্রিয়াকলাপে অক্ষর উপাধিটি বর্ণমালার প্রথম অক্ষর দিয়ে শুরু হয়। পদক্ষেপগুলি চিহ্ন দ্বারা নির্দেশিত হয় না, তবে তাদের সংখ্যা নির্দেশিত হয়।
অপারেশনপ্রক্রিয়াকরণের ধরন অনুসারে সংক্ষেপে বলা হয়।
উদাহরণ স্বরূপ:
- তুরপুন,
- বাঁক,
- মিলিং
- ইত্যাদি;
ট্রানজিশনগুলি বিস্তারিতভাবে বর্ণনা করা হয়, নাম, ক্রমিক নম্বর বা পৃষ্ঠের আকার নির্দেশ করে।
প্রক্রিয়াকরণ পদ্ধতির একটি পরিষ্কার এবং আরো সঠিক উপস্থাপনের জন্য, প্রযুক্তিগত প্রক্রিয়া প্রক্রিয়াকরণ পৃষ্ঠতলের একটি পরিকল্পিত ইঙ্গিত সহ প্রসেসিং ট্রানজিশনের স্কেচ দিয়ে চিত্রিত করা হয়েছে, মেশিনে অংশটি বেঁধে রাখার পদ্ধতি (ফিক্সচারে), অবস্থান অংশ, ফিক্সচার এবং সরঞ্জাম। সুতরাং, এই স্কেচগুলি একটি অংশের পৃষ্ঠতল প্রক্রিয়াকরণের জন্য প্রযুক্তিগত সেটিংস চিত্রিত করে। প্রতিটি পরিবর্তনের জন্য আলাদাভাবে একটি স্কেচ দেওয়া হয়। গর্ত মেশিনিং ট্রানজিশনের উদাহরণ চিত্রে দেখানো হয়েছে। 3.3।




ভাত। 3.3। প্রসেসিং ট্রানজিশনের উদাহরণ:
a - একটি গর্ত ড্রিল করুন Ø D,
b - কাউন্টারসিঙ্কের গর্ত Ø D,
c - গর্তটি প্রসারিত করুন Ø D রুক্ষ (সম্পূর্ণভাবে),
d - একটি গর্ত মেশিন করার সময় কাউন্টারসিঙ্ক চেম্ফার h X a
একটি মেশিন-বিল্ডিং (মেশিন মেরামত) এন্টারপ্রাইজে, পণ্যগুলির উত্পাদন (মেরামত) সম্পর্কিত বিভিন্ন প্রক্রিয়া সম্পাদিত হয়।
তৈরির পদ্ধতি -এটি একটি পণ্য তৈরির (মেরামত) জন্য একটি প্রদত্ত এন্টারপ্রাইজে প্রয়োজনীয় মানুষের এবং উত্পাদন সরঞ্জামগুলির আন্তঃসম্পর্কিত ক্রিয়াগুলির একটি সেট।
উত্পাদন প্রক্রিয়ার মধ্যে কেবলমাত্র সমাপ্ত পণ্যগুলি পাওয়ার জন্য কাঁচামালের রূপান্তরের সাথে জড়িত প্রধান প্রক্রিয়াগুলিই অন্তর্ভুক্ত নয়, তবে সহায়কগুলিও অন্তর্ভুক্ত রয়েছে, উদাহরণস্বরূপ, সরঞ্জাম উত্পাদন, ফিক্সচার, সরঞ্জাম মেরামত, সেইসাথে পরিষেবা প্রক্রিয়াগুলি (উদ্ভিদের মধ্যে পরিবহন। উপকরণ এবং অংশ, গুদাম অপারেশন, নিয়ন্ত্রণ, ইত্যাদি ), পণ্য উত্পাদন সম্ভাবনা প্রদান. উত্পাদন প্রক্রিয়ার যৌক্তিক সংগঠন উত্পাদনের সম্পূর্ণ প্রযুক্তিগত প্রস্তুতি ছাড়া অসম্ভব।
প্রি-প্রোডাকশন. এই প্রক্রিয়া নিম্নলিখিত অন্তর্ভুক্ত:
1) উত্পাদনের নকশা প্রস্তুতি (একটি পণ্যের নকশার বিকাশ এবং একটি পণ্যের সাধারণ সমাবেশের অঙ্কন তৈরি করা, সমাবেশের উপাদান এবং প্রাসঙ্গিক স্পেসিফিকেশন এবং অন্যান্য ধরণের নকশা ডকুমেন্টেশনের প্রস্তুতির সাথে উত্পাদন করা পণ্যগুলির পৃথক অংশ);
2) উৎপাদনের প্রযুক্তিগত প্রস্তুতি, যেমন আন্তঃসংযুক্ত প্রক্রিয়াগুলির একটি সেট যা প্রতিষ্ঠিত সময়সীমা, আউটপুট ভলিউম এবং খরচের অধীনে একটি নির্দিষ্ট স্তরের মানের পণ্য উত্পাদন করতে উদ্যোগগুলির (বা একটি এন্টারপ্রাইজ) প্রযুক্তিগত প্রস্তুতি নিশ্চিত করে। উত্পাদনের প্রযুক্তিগত প্রস্তুতির মধ্যে রয়েছে: পণ্যের প্রযুক্তিগত যৌক্তিক নকশা নিশ্চিত করা, প্রযুক্তিগত প্রক্রিয়াগুলির বিকাশ, প্রযুক্তিগত সরঞ্জামের নকশা এবং উত্পাদন, উত্পাদনের প্রযুক্তিগত প্রস্তুতির প্রক্রিয়া পরিচালনা;
3) প্রয়োজনীয় আউটপুট ভলিউম এবং খরচে সময়মতো উত্পাদন প্রক্রিয়ার ক্যালেন্ডার পরিকল্পনা।
উত্পাদনের প্রযুক্তিগত প্রস্তুতির একটি দায়িত্বশীল এবং শ্রম-নিবিড় অংশ হল প্রযুক্তিগত নকশা, যার শ্রম তীব্রতা 30...40% (প্রযুক্তিগত প্রস্তুতির মোট শ্রম তীব্রতার শতাংশ হিসাবে) ছোট আকারের উত্পাদনে, 40। সিরিয়াল উৎপাদনে ..50% এবং ব্যাপক উৎপাদনে 50...60%।
পণ্যের আউটপুট বৃদ্ধির সাথে প্রযুক্তিগত প্রক্রিয়াগুলি ডিজাইন করার জটিলতার বৃদ্ধি এই সত্য দ্বারা ব্যাখ্যা করা হয়েছে যে বড় আকারের এবং ব্যাপক উত্পাদনে প্রক্রিয়াগুলির বিকাশ সিরিয়াল উত্পাদনের তুলনায় আরও যত্ন সহকারে পরিচালিত হয় (মোট আয়তন বৃদ্ধি পায়, প্রযুক্তিগত সরঞ্জাম হয়ে যায় আরো জটিল, ডকুমেন্টেশন আরো বিস্তারিতভাবে বিকশিত হয়)।
বেশিরভাগ ক্ষেত্রে প্রযুক্তিগত নকশার জটিলতা মেশিন ডিজাইনের জটিলতাকে উল্লেখযোগ্যভাবে ছাড়িয়ে যায়।
প্রযুক্তিগত প্রক্রিয়া(একটি বিস্তৃত অর্থে) উৎপাদন প্রক্রিয়ার একটি অংশ যা পরিবর্তনের জন্য ক্রিয়া ধারণ করে এবং (বা) শ্রমের বিষয়ের অবস্থা নির্ধারণ করে।
যান্ত্রিক প্রকৌশল উত্পাদন অবস্থার মধ্যে প্রযুক্তিগত প্রক্রিয়া - এটি উত্পাদন প্রক্রিয়ার একটি অংশ, যার মধ্যে একটি পণ্যের আকার, আকৃতি, চেহারা বা অভ্যন্তরীণ বৈশিষ্ট্য এবং তাদের নিয়ন্ত্রণের ক্রমিক পরিবর্তন অন্তর্ভুক্ত রয়েছে।
শ্রমের বস্তুর মধ্যে রয়েছে খালি জায়গা এবং পণ্য। একটি প্রযুক্তিগত প্রক্রিয়া একটি পণ্য, এর উপাদান বা প্রক্রিয়াকরণ, আকার এবং সমাবেশের পদ্ধতিগুলির জন্য দায়ী করা যেতে পারে, যা GOST 3.1109-82 দ্বারা সংজ্ঞায়িত করা হয়েছে। প্রযুক্তিগত প্রক্রিয়াগুলি তাদের বাস্তবায়নের পৃথক পদ্ধতি (যন্ত্র, সমাবেশ প্রক্রিয়া, ঢালাই, তাপ চিকিত্সা, আবরণ, ইত্যাদি।
ওয়ার্কপিস মেশিন করার সবচেয়ে যুক্তিসঙ্গত প্রক্রিয়াটি নিশ্চিত করার জন্য, একটি প্রক্রিয়াকরণ পরিকল্পনা তৈরি করা হয় যা নির্দেশ করে যে কোন পৃষ্ঠগুলি প্রক্রিয়া করা দরকার, কোন ক্রমে এবং কোন উপায়ে।
এই বিষয়ে, সম্পূর্ণ যন্ত্র প্রক্রিয়াটি পৃথক উপাদানগুলিতে বিভক্ত: প্রযুক্তিগত ক্রিয়াকলাপ, সেটিংস, অবস্থান, রূপান্তর, চাল, কৌশল।
প্রযুক্তিগত অপারেশন- এটি একটি কর্মক্ষেত্রে সম্পাদিত প্রযুক্তিগত প্রক্রিয়ার একটি সম্পূর্ণ অংশ।
উদাহরণস্বরূপ, একটি শ্যাফ্ট বাঁকানো, ক্রমানুসারে সঞ্চালিত, প্রথমে এক প্রান্তে, এবং তারপরে বাঁক নেওয়ার পরে, অর্থাৎ, মেশিন থেকে অন্য প্রান্তে না সরিয়ে কেন্দ্রগুলিতে শ্যাফ্টটিকে পুনর্বিন্যাস করা একটি অপারেশন। যদি একটি প্রদত্ত ব্যাচের সমস্ত ওয়ার্কপিস (শাফ্ট) প্রথমে এক প্রান্তে এবং তারপরে অন্য দিকে ঘুরানো হয় তবে এটি দুটি অপারেশন হবে।
একটি প্রযুক্তিগত অপারেশন উত্পাদন পরিকল্পনা এবং অ্যাকাউন্টিং প্রধান উপাদান. সময় মান এবং দাম অপারেশন সঞ্চালনের জন্য সেট করা হয়. ক্রিয়াকলাপ, শ্রমের তীব্রতা এবং প্রক্রিয়াটির ব্যয়ের উপর ভিত্তি করে, যোগ্যতা এবং প্রযুক্তিগত সরঞ্জাম দ্বারা প্রয়োজনীয় সংখ্যক শ্রমিক নির্ধারণ করা হয়।
স্বয়ংক্রিয় উৎপাদন অবস্থার মধ্যে অপারেশন প্রযুক্তিগত প্রক্রিয়ার একটি সম্পূর্ণ অংশকে বোঝায়, একটি স্বয়ংক্রিয় লাইনে অবিচ্ছিন্নভাবে পরিচালিত হয়, যা স্বয়ংক্রিয়ভাবে পরিবহণ এবং লোডিং ডিভাইসগুলি দ্বারা সংযুক্ত বেশ কয়েকটি মেশিন নিয়ে গঠিত।
নমনীয় স্বয়ংক্রিয় উত্পাদনের পরিস্থিতিতে, বিভিন্ন প্রযুক্তিগত মডিউলগুলিতে সঞ্চালিত পৃথক অবস্থানের মধ্যে সময়কালে একটি মধ্যবর্তী গুদামে প্রক্রিয়াকৃত ওয়ার্কপিসগুলির দিকনির্দেশ দ্বারা কার্যকর করার ধারাবাহিকতা ব্যাহত হতে পারে।
প্রযুক্তিগত ক্রিয়াকলাপগুলি ছাড়াও, বেশ কয়েকটি ক্ষেত্রে প্রযুক্তিগত প্রক্রিয়া (উদাহরণস্বরূপ, ক্রমাগত উত্পাদনে এবং বিশেষত যখন স্বয়ংক্রিয় লাইনে এবং নমনীয় প্রযুক্তিগত কমপ্লেক্সগুলিতে প্রক্রিয়াকরণ করা হয়) অন্তর্ভুক্ত অক্জিলিয়ারী অপারেশন(পরিবহন, নিয়ন্ত্রণ, চিহ্নিতকরণ, চিপ অপসারণ, ইত্যাদি)
ইত্যাদি।
স্থাপন- স্থায়ীভাবে সুরক্ষিত ওয়ার্কপিস বা একত্রিত সমাবেশ ইউনিটের সাথে সম্পাদিত একটি প্রযুক্তিগত অপারেশনের অংশ।
উদাহরণস্বরূপ, একটি খাদ বাঁক যখন একটি লেদ উপর কেন্দ্রে এটি ঠিক করা প্রথম সেটিং হয়; এটি বাঁক পরে খাদ বাঁক এবং অন্য প্রান্ত প্রক্রিয়াকরণের জন্য কেন্দ্রে এটি সুরক্ষিত - দ্বিতীয় সেটিং। একই অপারেশন একটি ডাবল-পার্শ্বযুক্ত মেশিনে একটি সেটআপে সঞ্চালিত হতে পারে, যা উভয় দিকে একযোগে বাঁক নেওয়ার অনুমতি দেয়।
নির্দিষ্ট প্রযুক্তিগত ক্রিয়াকলাপ সম্পাদন করার সময়, একটি ইনস্টল করা এবং সুরক্ষিত ওয়ার্কপিস বা একত্রিত সমাবেশ ইউনিটকে অবশ্যই ঘূর্ণায়মান বা চলমান ডিভাইসগুলির সাহায্যে সরঞ্জামগুলির কাজের অংশগুলির সাথে সম্পর্কিত বেশ কয়েকটি অনুক্রমিক অবস্থান দখল করতে হবে, যেমন, বিভিন্ন অবস্থান দখল করতে হবে।
অবস্থান- অপারেশনের একটি নির্দিষ্ট অংশ সঞ্চালনের জন্য স্থায়ীভাবে স্থির ওয়ার্কপিস বা সমাবেশ ইউনিট দ্বারা দখলকৃত একটি নির্দিষ্ট অবস্থান।
উদাহরণস্বরূপ, চিত্রে। 2.1 পৃষ্ঠ 1 এবং 2 দুটি অবস্থানে মিলিং দেখায়; ওয়ার্কপিসটি ফিক্সচার 4-এর ঘূর্ণায়মান অংশ 3-এ সুরক্ষিত। সারফেস 1 (প্রথম অবস্থান) প্রক্রিয়াকরণের পরে, ওয়ার্কপিসটি, এটিকে আলগা না করে, ক্ল্যাম্প 5 দিয়ে ফিক্সড করে ফিক্সচারের ঘূর্ণায়মান অংশ ব্যবহার করে 180° পরিণত করা হয় এবং পৃষ্ঠ 2 হল milled (দ্বিতীয় অবস্থান)।
ভাত। 2.1। মিলিং পৃষ্ঠতল 1 এবং 2 দুটি অবস্থানে
GOST 3.1109-82 প্রযুক্তিগত ক্রিয়াকলাপের প্রধান উপাদানগুলিকে সংজ্ঞায়িত করে। অপারেশনটি প্রযুক্তিগত এবং অক্জিলিয়ারী ট্রানজিশনে বিভক্ত।
প্রযুক্তিগত পরিবর্তন- এটি একটি প্রযুক্তিগত ক্রিয়াকলাপের একটি সম্পূর্ণ অংশ, যা ব্যবহৃত সরঞ্জামের স্থায়িত্ব এবং সমাবেশের সময় প্রক্রিয়াকরণ বা সংযুক্ত দ্বারা গঠিত পৃষ্ঠগুলির দ্বারা চিহ্নিত করা হয়।
 উদাহরণ স্বরূপ, প্রথমে একটি শ্যাফ্ট পর্যায় এবং তারপর অন্য একটি কর্তনকারীর সাহায্যে অনুক্রমিক বাঁক দুটি প্রযুক্তিগত পরিবর্তন নিয়ে গঠিত; আপনি যদি দুটি কাটার (চিত্র 2.2) দিয়ে একই সাথে এই পদক্ষেপগুলি ঘুরান, তবে এটি একটি পরিবর্তনে পরিণত হবে। একই ওয়ার্কপিস পৃষ্ঠকে রাফিং এবং তারপর ফিনিশিং মোডে মেশিন করা দুটি প্রযুক্তিগত রূপান্তর নিয়ে গঠিত, যেহেতু কাটার অবস্থার পরিবর্তন হয়।
উদাহরণ স্বরূপ, প্রথমে একটি শ্যাফ্ট পর্যায় এবং তারপর অন্য একটি কর্তনকারীর সাহায্যে অনুক্রমিক বাঁক দুটি প্রযুক্তিগত পরিবর্তন নিয়ে গঠিত; আপনি যদি দুটি কাটার (চিত্র 2.2) দিয়ে একই সাথে এই পদক্ষেপগুলি ঘুরান, তবে এটি একটি পরিবর্তনে পরিণত হবে। একই ওয়ার্কপিস পৃষ্ঠকে রাফিং এবং তারপর ফিনিশিং মোডে মেশিন করা দুটি প্রযুক্তিগত রূপান্তর নিয়ে গঠিত, যেহেতু কাটার অবস্থার পরিবর্তন হয়।
অক্জিলিয়ারী ট্রানজিশন- এটি একটি প্রযুক্তিগত ক্রিয়াকলাপের একটি সম্পূর্ণ অংশ, যা মানব এবং (বা) সরঞ্জামগুলির ক্রিয়াগুলির সমন্বয়ে গঠিত যা শ্রমের বস্তুর পৃষ্ঠের আকৃতি, আকার এবং রুক্ষতার পরিবর্তনের সাথে থাকে না, তবে প্রযুক্তিগত সম্পূর্ণ করার জন্য প্রয়োজনীয় স্থানান্তর অক্জিলিয়ারী ট্রানজিশনের উদাহরণগুলি হল: প্রক্রিয়াকরণের আগে ওয়ার্কপিসকে পজিশন করা, কাটার মাথা ঘুরানো, টুল পরিবর্তন করা ইত্যাদি।
রূপান্তর কাজ এবং সহায়ক পদক্ষেপ নিয়ে গঠিত।
ওয়ার্কিং স্ট্রোক- ওয়ার্কপিসের সাথে সম্পর্কিত টুলের একক আন্দোলনের আকারে প্রযুক্তিগত পরিবর্তনের একটি সম্পূর্ণ অংশ, যার সাথে ওয়ার্কপিসের আকার, আকার, পৃষ্ঠের রুক্ষতা বা বৈশিষ্ট্যগুলির পরিবর্তন রয়েছে। প্রতিটি কাজের স্ট্রোকের জন্য, একটি নির্দিষ্ট বেধের উপাদানের একটি স্তর একটি ধ্রুবক প্রক্রিয়াকরণ মোডে সরানো হয়।
সহায়ক পদক্ষেপ– ওয়ার্কপিসের সাপেক্ষে টুলের একক আন্দোলনের আকারে প্রযুক্তিগত পরিবর্তনের একটি সম্পূর্ণ অংশ, যার সাথে ওয়ার্কপিসের আকৃতি, আকার, পৃষ্ঠের রুক্ষতা বা বৈশিষ্ট্যগুলির পরিবর্তন হয় না, তবে কার্যকারী স্ট্রোকটি সম্পূর্ণ করার জন্য প্রয়োজনীয়। উদাহরণস্বরূপ, একটি সহায়ক স্ট্রোক হল বাঁক নেওয়ার পরে লেদ স্লাইডটিকে তার আসল অবস্থানে নিয়ে যাওয়া।
অভ্যর্থনা- এটি একটি ট্রানজিশন বা এর কিছু অংশ এবং একটি উদ্দেশ্য দ্বারা একত্রিত করার সময় ব্যবহৃত মানব ক্রিয়াগুলির একটি সম্পূর্ণ সেট।
প্রযুক্তিগত অপারেশন- প্রযুক্তিগত অংশ সম্পন্ন
একটি ওয়ার্কস্টেশনে সঞ্চালিত প্রক্রিয়া। অস্ত্রোপচারের জন্য
সময় মান নির্ধারণ করা হয় এবং অপারেশন এইভাবে হয়
কর্মশালায় কাজের পরিমাণ এবং কাজের পরিকল্পনার জন্য ইউনিট
একটি প্রযুক্তিগত অপারেশন হল একটি প্রযুক্তিগত প্রক্রিয়ার প্রধান কাঠামোগত একক। প্রযুক্তিগত প্রক্রিয়ার এই অংশটি এক বা একাধিক একযোগে প্রক্রিয়াকৃত ওয়ার্কপিসগুলির প্রক্রিয়াকরণের সাথে যুক্ত, এক বা একাধিক একযোগে কর্মরত কর্মীদের দ্বারা, এক কর্মক্ষেত্রে এবং ক্রমাগত।
ধারাবাহিকতা শর্ত অপারেশনঅন্য পণ্য বা একই পণ্য প্রক্রিয়াকরণের দিকে অগ্রসর না হয়ে এটির দ্বারা প্রদত্ত কাজ সম্পাদন করা, কিন্তু একটি ভিন্ন কর্মক্ষেত্রে। উদাহরণস্বরূপ, একটি লেথের কেন্দ্রগুলিতে একটি ধাপযুক্ত রোলার প্রক্রিয়াকরণ একটি প্রযুক্তিগত ক্রিয়াকলাপের প্রতিনিধিত্ব করে যদি এটি নিম্নলিখিত ক্রমানুসারে সঞ্চালিত হয়: কেন্দ্রগুলিতে ওয়ার্কপিস ইনস্টল করুন, রোলারটি এক প্রান্তে পিষুন, ওয়ার্কপিসটি সরিয়ে দিন, ক্ল্যাম্পটি পুনরায় ইনস্টল করুন এবং পুনরায় ইনস্টল করুন কেন্দ্রে workpiece, অন্য প্রান্ত থেকে রোলার পিষে.
বিষয়বস্তুর অনুরূপ একটি রোলারে কাজ দুটি ক্রিয়াকলাপে সঞ্চালিত হতে পারে:
ক্ল্যাম্প বেঁধে দিন, ওয়ার্কপিসটিকে কেন্দ্রে রাখুন, এক প্রান্ত পিষুন এবং বাতাটি সরান
ওয়ার্কপিসের অন্য প্রান্তে ক্ল্যাম্প সংযুক্ত করুন, কেন্দ্রগুলিতে এটি ইনস্টল করুন এবং অন্য প্রান্ত থেকে পিষুন।
যাইহোক, এই ক্রিয়াগুলি বিভিন্ন ক্রিয়াকলাপে অন্তর্ভুক্ত করা হবে যদি রোলারের দ্বিতীয় প্রান্তের সেকেন্ডারি ইনস্টলেশন এবং প্রক্রিয়াকরণ প্রথম প্রান্তটি প্রক্রিয়া করার পরে অবিলম্বে অনুসরণ না করে, তবে ব্যাচের অন্যান্য ওয়ার্কপিস প্রক্রিয়াকরণের জন্য বিরতি দিয়ে (অর্থাৎ, প্রথমে সমস্ত ওয়ার্কপিস। এক প্রান্ত থেকে প্রক্রিয়া করা হয়, এবং তারপর অন্য থেকে সবকিছু)। প্রদত্ত উদাহরণ দেখায় যে অপারেশনের রচনাটি কেবলমাত্র সম্পূর্ণ প্রযুক্তিগত বিবেচনার ভিত্তিতে নয়, সাংগঠনিক সুবিধার বিবেচনায়ও প্রতিষ্ঠিত হয়।
একটি প্রযুক্তিগত অপারেশন হল উত্পাদন পরিকল্পনা এবং অ্যাকাউন্টিংয়ের মৌলিক একক। ক্রিয়াকলাপগুলির উপর ভিত্তি করে, উত্পাদন পণ্যগুলির শ্রমের তীব্রতা নির্ধারণ করা হয় এবং সময়ের মান এবং মূল্য প্রতিষ্ঠিত হয়।
প্রযুক্তিগত পরিবর্তন
একই উপায়ে সঞ্চালিত অপারেশন
ধ্রুবক প্রযুক্তিগত সঙ্গে প্রযুক্তিগত সরঞ্জাম
মোড এবং ইনস্টলেশন।
অক্জিলিয়ারী ট্রানজিশন - প্রযুক্তিগত অংশ সম্পন্ন
মানব এবং/অথবা/ সরঞ্জাম ক্রিয়া সমন্বিত অপারেশন,
যা শ্রম বস্তুর বৈশিষ্ট্য পরিবর্তন দ্বারা অনুষঙ্গী হয় না, কিন্তু
একটি প্রযুক্তিগত রূপান্তর সম্পূর্ণ করার জন্য প্রয়োজনীয়/উদাহরণ -
একটি ওয়ার্কপিস ইনস্টল করা, সরঞ্জাম পরিবর্তন করা ইত্যাদি। সহায়ক
রূপান্তর প্রক্রিয়া মানচিত্রে রেকর্ড করা হয় না. এ
একযোগে একাধিক প্রক্রিয়াকরণ
ভূপৃষ্ঠে স্থানান্তরকে সম্মিলিত বলা হয়। প্রায়ই পাওয়া যায়
শুধুমাত্র একটি প্রযুক্তিগত পরিবর্তন নিয়ে গঠিত অপারেশন।
ওয়ার্কিং স্ট্রোক - প্রযুক্তিগত রূপান্তরের সম্পূর্ণ অংশ,
আপেক্ষিক টুলের একটি একক আন্দোলন নিয়ে গঠিত
ওয়ার্কপিস এবং আকৃতি, আকার, মানের পরিবর্তনের সাথে থাকে
পৃষ্ঠ এবং workpiece বৈশিষ্ট্য.