தொழில்நுட்ப செயல்பாடு, நிறுவல், நிலை, மாற்றம், பக்கவாதம். துணை மாற்றம், நகர்வு. ஒரு தொழில்நுட்ப செயல்பாட்டின் கருத்து மற்றும் அதன் கூறுகள் தொழில்நுட்ப செயல்பாடுகள் மற்றும் மொழிபெயர்ப்பாளர் மாற்றங்கள்
தொழில்நுட்ப செயல்பாடு- இது ஒரு பணியிடத்தில் நிகழ்த்தப்படும் தொழில்நுட்ப செயல்முறையின் ஒரு முழுமையான பகுதியாகும்.
ஒரு தொழில்நுட்ப செயல்பாடு என்பது உற்பத்தி திட்டமிடல் மற்றும் கணக்கியலின் அடிப்படை அலகு ஆகும். செயல்பாடுகளின் அடிப்படையில், உற்பத்தி பொருட்களின் சிக்கலானது தீர்மானிக்கப்படுகிறது மற்றும்நேரம் மற்றும் விலைகளின் தரநிலைகள் நிறுவப்பட்டுள்ளன, தேவையான எண்ணிக்கையிலான தொழிலாளர்கள் மற்றும் தொழில்நுட்ப உபகரணங்கள் தீர்மானிக்கப்படுகின்றன.
நிறுவல்- பணியிடங்கள் அல்லது கூடியிருந்த சட்டசபை அலகுகளின் நிலையான சரிசெய்தல் மூலம் செய்யப்படும் தொழில்நுட்ப செயல்பாட்டின் ஒரு பகுதி. நிறுவல் பதவி A, B, C, D, முதலியன.
பதவி- தொழில்நுட்ப செயல்பாட்டின் ஒரு பகுதியைச் செய்ய, உபகரணங்களின் வேலை செய்யும் பகுதிகளுடன் ஒப்பிடும்போது பணிப்பகுதியுடன் சாதனத்தின் நிலையான நிலை மாறாமல் சரி செய்யப்படுகிறது.
தொழில்நுட்ப மாற்றம்- ஒரு தொழில்நுட்ப செயல்பாட்டின் ஒரு முழுமையான பகுதி, பயன்படுத்தப்படும் கருவியின் நிலைத்தன்மை மற்றும் செயலாக்கத்தின் போது உருவாகும் அல்லது சட்டசபையின் போது இணைக்கப்பட்ட மேற்பரப்புகளால் வகைப்படுத்தப்படுகிறது. உற்பத்தி வசதியின் நிலையில் மாற்றத்துடன் சேர்ந்து.
வேலை செய்யும் பக்கவாதம்- ஒரு தொழில்நுட்ப மாற்றத்தின் ஒரு முழுமையான பகுதி, உற்பத்தி பொருளுடன் தொடர்புடைய கருவியின் ஒற்றை இயக்கம் கொண்டது, பொருளின் நிலையில் மாற்றத்துடன்.
துணை மாற்றம்- ஒரு தொழிலாளி மற்றும் உபகரணங்களின் செயல்களைக் கொண்ட ஒரு தொழில்நுட்ப செயல்பாட்டின் ஒரு முழுமையான பகுதி. இது உற்பத்தி வசதியின் நிலையில் மாற்றத்துடன் இல்லை, ஆனால் ஒரு தொழில்நுட்ப மாற்றத்தை முடிக்க அவசியம்.
துணை நகர்வு -ஒரு தொழில்நுட்ப மாற்றத்தின் ஒரு முழுமையான பகுதி, உற்பத்திப் பொருளுடன் தொடர்புடைய கருவியின் ஒற்றை இயக்கத்தைக் கொண்டுள்ளது, மேலும் அதன் நிலை மாற்றத்துடன் இணைக்கப்படவில்லை.
இயந்திர பாகங்களை உற்பத்தி செய்வதற்கான தொழில்நுட்ப செயல்முறைகளை வடிவமைப்பதற்கான வழிமுறை
1) ஆதார தரவு பகுப்பாய்வு; 2) தொழில்நுட்ப செயல்முறையின் ஒப்புமைகளைத் தேடுங்கள்; 3) ஆரம்ப பணிப்பகுதியின் தேர்வு; 4) தொழில்நுட்ப அடிப்படைகளின் தேர்வு; 5) தொழில்நுட்ப செயலாக்க பாதையை வரைதல்; 6) தொழில்நுட்ப செயல்பாடுகளின் வளர்ச்சி; 7) தொழில்நுட்ப செயல்முறையின் தரப்படுத்தல்; 8) பாதுகாப்பு தேவைகளை தீர்மானித்தல்; 9) உகந்த விருப்பத்தைத் தேர்ந்தெடுப்பது; 10) தொழில்நுட்ப செயல்முறையின் வடிவமைப்பு.
செயலாக்கத்தின் போது வெட்டு முறைகளை தீர்மானித்தல் (ஒற்றை மற்றும் பல கருவி)
ஒரு கருவி எந்திரம் .
1 ) வரையறு வெட்டு ஆழம் டிசெயல்பாட்டு கொடுப்பனவுகளை கணக்கிடுவதன் முடிவுகளின் அடிப்படையில். ஒற்றை-பாஸ் செயலாக்கத்திற்கு, நாங்கள் கொடுப்பனவின் சராசரி மதிப்பை எடுத்துக்கொள்கிறோம். இரண்டு பாஸ்கள் இருந்தால், முதல் பாஸ்க்கு 70%, இரண்டாவது பாஸ்க்கு 30% நீக்கப்படும்.
2 ) நாங்கள் ஒதுக்குகிறோம் சமர்ப்பிப்பு கள்.திருப்புதல், துளையிடுதல், அரைத்தல் ஆகியவற்றின் மூலம் எந்திரத்திற்கு, பணிப்பகுதியின் ஒரு புரட்சிக்கான ஊட்டம் தீர்மானிக்கப்படுகிறது எஸ் ஓஅல்லது கருவி, அரைப்பதற்கு - கருவி பல்லுக்கு ஊட்டவும் எஸ் z .எஸ் z = எஸ் ஓ /z,இங்கு z என்பது கட்டர் பற்களின் எண்ணிக்கை. கரடுமுரடான போது, அதிகபட்ச அனுமதிக்கக்கூடிய ஊட்டத்தைத் தேர்ந்தெடுக்கவும்; முடிக்க - தேவையான துல்லியம் மற்றும் செயலாக்கத்தின் கடினத்தன்மையைப் பொறுத்து, கருவியின் வெட்டுப் பகுதியின் வடிவியல் அளவுருக்களை கணக்கில் எடுத்துக்கொள்வது. தரநிலைகளின்படி அல்லது பிற முறைகளைப் பயன்படுத்தி நிர்ணயிக்கப்பட்ட ஊட்ட விகிதம் (நேரியல் நிரலாக்கம், சிம்ப்ளக்ஸ் முறை, முதலியன) இயந்திரத்தின் பாஸ்போர்ட் தரவுகளுடன் ஒருங்கிணைக்கப்பட வேண்டும்.
3 ) வரையறு வெட்டு வேக மதிப்பு v:
குணக மதிப்புகள் குறிப்பு புத்தகங்களிலிருந்து தீர்மானிக்கப்படுகின்றன.
4 ) நாங்கள் எண்ணுகிறோம் அதிர்வெண்n பணிப்பகுதி அல்லது கருவியின் சுழற்சி:
v என்பது வெட்டு வேகம், m/min; D என்பது மிமீயில் பணிப்பகுதியின் (கருவி) விட்டம் ஆகும்.
5 ) படிவத்தின் சூத்திரங்களைப் பயன்படுத்தி வெட்டு சக்தியின் ஒருங்கிணைப்பு கூறுகளை நாங்கள் கணக்கிடுகிறோம்:
t மற்றும் S தவிர மற்ற மதிப்புகள் தேடல் அட்டவணையில் இருந்து தேர்ந்தெடுக்கப்படுகின்றன.
6) இயந்திரத்தின் சக்தி மற்றும் சக்தி பண்புகளின் அடிப்படையில் வெட்டும் பயன்முறையை நாங்கள் சரிபார்க்கிறோம். இதைச் செய்ய, ஊட்டத் திசையில் செயல்படும் ஆயக் கூறு P x வெட்டு விசையின் பெறப்பட்ட மதிப்பை ஊட்ட பொறிமுறையான P x கூடுதல் மீது அனுமதிக்கப்பட்ட சக்தியுடன் ஒப்பிடுகிறோம்.
வெட்டு சக்தி:
N e =, kW அல்லது சரிபார்ப்புடன் மற்ற சார்புகளின் படி
என் இ ? N கதவுகள்,
N dv என்பது இயந்திரத்தின் முக்கிய இயக்கத்தை இயக்கும் மோட்டாரின் சக்தியாகும், z என்பது இயக்ககத்தின் செயல்திறன்.
கொடுக்கப்பட்ட விகிதங்கள் பராமரிக்கப்படாவிட்டால், உணவு மற்றும் வெட்டு வேகத்தின் தேர்ந்தெடுக்கப்பட்ட மதிப்புகளை சரிசெய்வது அல்லது தொழில்நுட்ப உபகரணங்களை மாற்றுவது அவசியம்.
பல கருவி செயலாக்கம்.
இணையான செயலாக்கத்தில், ஒவ்வொரு கருவிக்கும் வெட்டு மற்றும் ஊட்டத்தின் ஆழம் அவற்றின் சுயாதீன செயல்பாட்டின் நிலையில் இருந்து தேர்ந்தெடுக்கப்படுகிறது, அதாவது. ஒரு கருவி செயலாக்க முறையைப் பயன்படுத்துதல். பின்னர் கருவித் தொகுதியின் ஊட்டம் தீர்மானிக்கப்படுகிறது - தேர்ந்தெடுக்கப்பட்ட மதிப்புகளிலிருந்து தொழில்நுட்ப ரீதியாக அனுமதிக்கப்பட்ட சிறிய ஊட்டம். வெட்டு வேகம் மறைமுகமாக கட்டுப்படுத்தும் கருவி மூலம் தீர்மானிக்கப்படுகிறது. அவை மிகப்பெரிய விட்டம் மற்றும் அதிக நீளம் கொண்ட பகுதிகளை செயலாக்கும் கருவிகளாக இருக்கலாம். பல கூறப்படும் கட்டுப்படுத்தும் கருவிகளுக்கு, வெட்டு நேர குணகங்கள் காணப்படுகின்றன:
Lр என்பது ஒரு தனிப்பட்ட கருவியின் வெட்டு நீளம், Lрх என்பது முழு கருவித் தொகுதியின் வேலை பக்கத்தின் நீளம்.
Tm என்பது இயல்பாக்கப்பட்ட கருவி வாழ்க்கை.
கண்டறியப்பட்ட எதிர்ப்பு மதிப்புகள் T ஐப் பயன்படுத்தி, ஒவ்வொரு கட்டுப்படுத்தும் கருவிகளுக்கும் வெட்டு வேகம் கண்டறியப்படுகிறது. உண்மையில், கட்டுப்படுத்தும் கருவியானது குறைந்த குறிப்பிட்ட வெட்டு வேகம் கொண்டதாக இருக்கும். இந்த மதிப்பு முழு கருவி தொகுதியின் செயல்பாட்டிற்கு ஏற்றுக்கொள்ளப்படுகிறது. அடுத்து, சுழற்சி வேகம் தீர்மானிக்கப்படுகிறது n மேலும் இது இயந்திர பாஸ்போர்ட்டின் படி சரிசெய்யப்படுகிறது. அடுத்து நாம் கணக்கிடுகிறோம் மொத்தம் வெட்டு சக்திகள் மற்றும் சக்தி.
தொழில்நுட்ப மாற்றம் நிலையான தொழில்நுட்ப நிலைமைகள் மற்றும் நிறுவலின் கீழ் அதே தொழில்நுட்ப உபகரணங்களால் நிகழ்த்தப்படும் தொழில்நுட்ப செயல்பாட்டின் முடிக்கப்பட்ட பகுதியைக் குறிக்கிறது. ரோலரைத் திருப்பும்போது ஒரு கருவி மாற்றப்பட்டிருந்தால், இந்த கருவியுடன் பணிப்பகுதியின் அதே மேற்பரப்பை செயலாக்குவது ஒரு புதிய தொழில்நுட்ப மாற்றமாக இருக்கும் (படம் 1.6). ஆனால் கருவி மாற்றம் ஒரு துணை மாற்றம் ஆகும்.

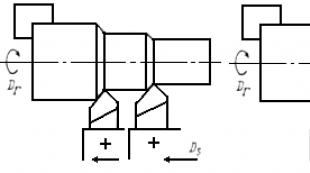
அரிசி. 1.7 திருப்பு செயல்பாட்டின் ஓவியம்
a - எளிய மாற்றங்கள்;
b - கடினமான மாற்றம்
2.2.2. துணை மாற்றம்தொழில்நுட்ப செயல்பாட்டின் முடிக்கப்பட்ட பகுதியைக் குறிக்கிறது, இது மனித மற்றும் (அல்லது) உபகரண செயல்களைக் கொண்டுள்ளது, அவை உழைப்பின் பொருளின் பண்புகளில் மாற்றத்துடன் இல்லை, ஆனால் தொழில்நுட்ப மாற்றத்தை முடிக்க அவசியம்.
பல மேற்பரப்புகளின் ஒரே நேரத்தில் செயலாக்கத்தின் காரணமாக மாற்றங்களை சரியான நேரத்தில் இணைக்க முடியும், அதாவது அவை தொடர்ச்சியாக மேற்கொள்ளப்படலாம் (கரடுமுரடான, அரை-முடித்தல், ஒரு படிநிலை தண்டை முடித்தல் அல்லது நான்கு துளைகளை ஒரு துரப்பணம் மூலம் துளையிடுதல்), இணையாக (படியை திருப்புதல்) பல கட்டர்களைக் கொண்ட தண்டு அல்லது நான்கு துளைகளை ஒரே நேரத்தில் நான்கு துளைகளை துளையிடுதல்) அல்லது இணையாக-தொடர்ந்து (பல கட்டர்களுடன் ஒரே நேரத்தில் ஒரு ஸ்டெப் ஷாஃப்ட்டைத் திருப்பிய பிறகு, ஒரே நேரத்தில் பல சேம்ஃபரிங் கட்டர்களுடன் சேம்ஃபரிங் செய்த பிறகு அல்லது இரண்டு பயிற்சிகளால் தொடர்ச்சியாக நான்கு துளைகளை துளையிடுதல்).

நிறுவல்
நிறுவல்- செயலாக்கப்படும் பணியிடங்கள் அல்லது கூடியிருந்த அசெம்பிளி யூனிட் ஆகியவற்றின் மாறாத இணைப்புடன் செய்யப்படும் தொழில்நுட்ப செயல்பாட்டின் ஒரு பகுதி. எந்த கோணத்திலும் பகுதிகளை சுழற்றுவது ஒரு புதிய நிறுவலாகும். ரோலர் முதலில் ஒரு அமைப்பைக் கொண்ட மூன்று தாடை சக்ஸில் திருப்பப்பட்டால், பின்னர் அது திரும்பியது மற்றும் திரும்பினால், இதற்கு ஒரு செயல்பாட்டில் இரண்டு அமைப்புகள் தேவைப்படும் (படம் 1.7).
 2.2.4. பதவி.ஒரு ரோட்டரி டேபிளில் நிறுவப்பட்டு பாதுகாக்கப்பட்ட ஒரு பணிப்பகுதி, துளையிடுதல், ரீமிங் மற்றும் கவுண்டர்சிங்கிங் ஆகியவற்றிற்கு உட்பட்டது, ஒரு அமைப்பைக் கொண்டுள்ளது, ஆனால் அட்டவணையின் சுழற்சியுடன் அது ஒரு புதிய நிலையை எடுக்கும்.
2.2.4. பதவி.ஒரு ரோட்டரி டேபிளில் நிறுவப்பட்டு பாதுகாக்கப்பட்ட ஒரு பணிப்பகுதி, துளையிடுதல், ரீமிங் மற்றும் கவுண்டர்சிங்கிங் ஆகியவற்றிற்கு உட்பட்டது, ஒரு அமைப்பைக் கொண்டுள்ளது, ஆனால் அட்டவணையின் சுழற்சியுடன் அது ஒரு புதிய நிலையை எடுக்கும்.
பதவிசெயல்பாட்டின் ஒரு குறிப்பிட்ட பகுதியைச் செய்யும்போது ஒரு கருவி அல்லது நிலையான உபகரணத்துடன் தொடர்புடைய ஒரு சாதனத்துடன் கடுமையாக நிலையான பணிப்பகுதி அல்லது கூடியிருந்த அசெம்பிள் யூனிட்டால் ஆக்கிரமிக்கப்படும் ஒரு நிலையான நிலை. பல சுழல் மற்றும் அரை தானியங்கி இயந்திரங்களில், பணிப்பகுதி, அது பாதுகாக்கப்படும் போது, இயந்திரத்துடன் தொடர்புடைய பல்வேறு நிலைகளை ஆக்கிரமிக்கிறது. பணிப்பகுதியானது கிளாம்பிங் சாதனத்துடன் சேர்ந்து ஒரு புதிய நிலைக்கு நகர்கிறது (படம் 1.8).
பணியிடங்களை செயலாக்குவதற்கான தொழில்நுட்ப செயல்முறையை உருவாக்கும்போது, அது விரும்பத்தக்கது நிலைகளுடன் அமைப்புகளை மாற்றவும்,ஒவ்வொரு கூடுதல் அமைப்பும் அதன் சொந்த செயலாக்க பிழைகளை அறிமுகப்படுத்துவதால்.
தொழில்நுட்ப செயல்முறைஉற்பத்தி செயல்முறையின் ஒரு பகுதி என்று அழைக்கப்படுகிறது, இது உற்பத்தியின் பொருளின் நிலையை மாற்றுவதற்கும் பின்னர் தீர்மானிப்பதற்கும் செயல்களைக் கொண்டுள்ளது, அதாவது, அளவு, வடிவம், பொருட்களின் பண்புகள், பணிப்பகுதியின் கட்டுப்பாடு மற்றும் இயக்கம் ஆகியவற்றை மாற்றுதல்.
கொடுக்கப்பட்ட உற்பத்தியின் முடிக்கப்பட்ட தயாரிப்புகளாக பொருட்களை மாற்றுவதற்குப் பயன்படுத்தப்படும் அறிவியல் மற்றும் நடைமுறையில் சிறந்த முறைகள் மற்றும் நுட்பங்களின் தொகுப்பு இந்த உற்பத்தியின் தொழில்நுட்பம் என்று அழைக்கப்படுகிறது.
தொழில்நுட்ப செயல்முறைதயாரிப்பு மற்றும் அதன் தனிப்பட்ட பகுதிகளின் வரைபடத்தின் அடிப்படையில் உருவாக்கப்பட்டது மற்றும் செயல்பாடுகளின் வரிசையை தீர்மானிக்கிறது: வெற்று பாகங்களின் உற்பத்தி - உருட்டப்பட்ட பொருட்களிலிருந்து வார்ப்பு, மோசடி, ஸ்டாம்பிங் அல்லது முதன்மை செயலாக்கம்; இறுதி அளவுகள் மற்றும் வடிவங்களைக் கொண்ட பகுதிகளைப் பெற உலோக வெட்டு இயந்திரங்களில் பணியிடங்களை செயலாக்குதல்; கூறுகள் மற்றும் கூட்டங்களின் அசெம்பிளி, அதாவது, தனித்தனி பகுதிகளை சட்டசபை அலகுகள் மற்றும் கூட்டங்களாக இணைத்தல்; முழு தயாரிப்பு இறுதி சட்டசபை; தயாரிப்பு கட்டுப்பாடு மற்றும் சோதனை; தயாரிப்பு ஓவியம் மற்றும் முடித்தல்.
தொழில்நுட்ப செயல்முறையின் தனிப்பட்ட செயல்பாடுகளுக்கான உற்பத்தி செயல்முறையின் ஒவ்வொரு கட்டத்திலும், தொழில்நுட்ப விவரக்குறிப்புகளுக்கு இணங்க பாகங்களின் உற்பத்தி மீது கட்டுப்பாடு மேற்கொள்ளப்படுகிறது.
இயந்திரத்தின் தொழில்நுட்ப செயல்முறைமிகவும் பகுத்தறிவு மற்றும் சிக்கனமான செயலாக்க முறைகள் மூலம், பகுதிகளுக்கான தேவைகள் (எந்திர துல்லியம் மற்றும் மேற்பரப்பு கடினத்தன்மை, அச்சுகள் மற்றும் மேற்பரப்புகளின் ஒப்பீட்டு நிலை, வரையறைகளின் சரியான தன்மை போன்றவை) திருப்திகரமான வகையில் செயலாக்கம் வடிவமைக்கப்பட்டு மேற்கொள்ளப்பட வேண்டும். கூடியிருந்த உற்பத்தியின் சரியான செயல்பாட்டை உறுதி செய்தல்.
GOST 3.1109-82 படி, ஒரு தொழில்நுட்ப செயல்முறை வடிவமைப்பு, வேலை, ஒற்றை, நிலையான, நிலையான, தற்காலிக, நீண்ட கால, பாதை, செயல்பாட்டு, பாதை-செயல்பாட்டு.
பணிப்பகுதியை எந்திரம் செய்வதற்கான மிகவும் பகுத்தறிவு செயல்முறையை உறுதிப்படுத்த, எந்த மேற்பரப்புகளை எந்த வரிசையில், எந்த வழிகளில் செயலாக்க வேண்டும் என்பதைக் குறிக்கும் செயலாக்கத் திட்டம் வரையப்படுகிறது.
இது சம்பந்தமாக, முழு எந்திர செயல்முறையும் தனித்தனி கூறுகளாக பிரிக்கப்பட்டுள்ளது - தொழில்நுட்ப செயல்பாடுகள்.
தொழில்நுட்ப செயல்பாடுஒரு பணியிடத்தில் நிகழ்த்தப்படும் தொழில்நுட்ப செயல்முறையின் நிறைவுப் பகுதியைக் குறிக்கிறது.
தயாரிப்புகளின் தொகுப்பின் அளவு, அவற்றின் வடிவமைப்பு, தொழில்நுட்பத்தின் நிலை மற்றும் கொடுக்கப்பட்ட நிறுவனத்தின் உற்பத்தியின் அமைப்பு ஆகியவற்றைப் பொறுத்து, செயல்பாட்டை பெரிதாக்கலாம் மற்றும் பிரிக்கலாம்.
எடுத்துக்காட்டாக, யூனிட் உற்பத்தியில், ஒரு தயாரிப்புக்கான பகுதிகளின் முழு அசெம்பிளியும் பெரும்பாலும் ஒரு பணியிடத்தில் ஒரு தொழிலாளியால் செய்யப்படுகிறது, மேலும் இது ஒரு செயல்பாடாக திட்டமிடப்பட்டுள்ளது. பெரிய அளவிலான மற்றும் வெகுஜன உற்பத்தியில் அதே வேலை வெவ்வேறு பணியிடங்களில் வெவ்வேறு தொழிலாளர்களால் செய்யப்படும் பல சிறிய சுயாதீன செயல்பாடுகளாக பிரிக்கப்பட்டுள்ளது.
செயல்பாட்டின் நோக்கம்மிகவும் முக்கியமானது. ஒரு பொது விதியாக, பெரிய மற்றும் மிகவும் சிக்கலான செயல்பாடு, குறைந்த உற்பத்தித்திறன் மற்றும் மிகவும் திறமையான தொழிலாளி தேவை.
மேலும், மாறாக, ஒரு பெரிய செயல்பாடு சிறியதாகப் பிரிக்கப்பட்டால், அதிக உழைப்பு உற்பத்தித்திறன் மற்றும் உற்பத்தியைச் செயலாக்குவதற்கான குறைந்த செலவு. ஒரு பெரிய செயல்பாட்டின் துண்டிப்பு, எளிமையான, சலிப்பான வேலை நுட்பங்களைச் செய்வதற்கும் சிறப்பு சாதனங்களைப் பயன்படுத்துவதற்கும் தொழிலாளியை சிறப்பாக மாற்றியமைக்க அனுமதிக்கிறது.
ஆபரேஷன்,இதையொட்டி, உறுப்புகளாகப் பிரிக்கப்படுகிறது, அதன் எண்ணிக்கை அதன் செயலாக்கத்தின் அளவு மற்றும் முறைகளைப் பொறுத்து மாறுபடும். செயல்பாட்டின் முக்கிய கூறுகள் நிறுவல், தொழில்நுட்ப மாற்றம், துணை மாற்றம், வேலை செய்யும் பக்கவாதம், துணை பக்கவாதம், நிலை.
நிறுவல்செயலாக்கப்படும் பணியிடங்கள் அல்லது கூடியிருந்த அசெம்பிளி யூனிட் ஆகியவற்றின் நிலையான இணைப்புடன் செய்யப்படும் தொழில்நுட்ப செயல்பாட்டின் ஒரு பகுதியைக் குறிக்கிறது.
எடுத்துக்காட்டாக, படத்தில் காட்டப்பட்டுள்ள புஷிங்கில் 2X60° சேம்பர். 3.1, மற்றும் இரண்டு அமைப்புகளில் செயலாக்கப்படும், முதலில் சேம்பர் துளையின் ஒரு முனையில் அகற்றப்படும் (படம். 3.1, c), பின்னர், பணிப்பகுதியை மறுசீரமைத்து அதை மீண்டும் பாதுகாத்த பிறகு, சேம்ஃபர் மறுமுனையில் அகற்றப்படும் (படம் . 3.1, d).



அரிசி. 3.1 செயல்பாட்டின் கூறுகள்
தொழில்நுட்ப மாற்றம்ஒரு தொழில்நுட்ப செயல்பாட்டின் முடிக்கப்பட்ட பகுதியைக் குறிக்கிறது, இது பயன்படுத்தப்படும் கருவியின் நிலைத்தன்மை மற்றும் செயலாக்கத்தால் உருவாக்கப்பட்ட மற்றும் சட்டசபையின் போது இணைக்கப்பட்ட மேற்பரப்புகளால் வகைப்படுத்தப்படுகிறது.
வெட்டு முறை அல்லது வெட்டும் கருவி மாறும்போது, அடுத்த மாற்றம் தொடங்குகிறது.
எடுத்துக்காட்டாக, புஷிங்கில் Ø 9 மிமீ துளை தோண்டுவது (படம். 3.1, ஆ) முதல் மாற்றமாகும் (துரப்பணம் மூலம் செய்யப்படுகிறது), மற்றும் 2X60° (படம். 3.1, இ) சேம்ஃபர் செய்வது இரண்டாவது மாற்றமாகும் (ஒரு கவுண்டர்சிங்க் மூலம் செய்யப்படுகிறது. )
துணை மாற்றம்- வடிவம், அளவு மற்றும் மேற்பரப்பு கடினத்தன்மை ஆகியவற்றில் மாற்றம் இல்லாத, ஆனால் தொழில்நுட்ப மாற்றத்தை முடிக்க அவசியமான மனித மற்றும் (அல்லது) உபகரண செயல்களைக் கொண்ட ஒரு தொழில்நுட்ப செயல்பாட்டின் ஒரு முழுமையான பகுதி. துணை மாற்றங்களுக்கான எடுத்துக்காட்டுகள் பணிப்பகுதி நிறுவல், கருவி மாற்றம் போன்றவை.
பட்டியலிடப்பட்ட உறுப்புகளில் ஒன்றின் மாற்றம் (இயந்திர மேற்பரப்பு, கருவி அல்லது வெட்டு முறை) ஒரு புதிய மாற்றத்தை வரையறுக்கிறது. மாற்றம் வேலை மற்றும் துணை நகர்வுகளைக் கொண்டுள்ளது.
கீழ் வேலை பக்கவாதம்பணிப்பொருளின் வடிவம், அளவு, மேற்பரப்பு கடினத்தன்மை அல்லது பண்புகளில் ஏற்படும் மாற்றத்துடன், பணிப்பகுதியுடன் தொடர்புடைய கருவியின் ஒற்றை இயக்கத்தைக் கொண்ட தொழில்நுட்ப மாற்றத்தின் நிறைவுப் பகுதியைப் புரிந்து கொள்ளுங்கள்.
துணை நகர்வு- ஒரு தொழில்நுட்ப மாற்றத்தின் ஒரு முழுமையான பகுதி, பணிப்பகுதியுடன் தொடர்புடைய கருவியின் ஒற்றை இயக்கத்தை உள்ளடக்கியது, வடிவம், அளவு, மேற்பரப்பு கடினத்தன்மை அல்லது பணிப்பகுதியின் பண்புகளில் மாற்றம் இல்லை, ஆனால் வேலை செய்யும் பக்கவாதத்தை முடிக்க அவசியம்.
பதவிசெயல்பாட்டின் ஒரு குறிப்பிட்ட பகுதியைச் செய்ய ஒரு கருவி அல்லது நிலையான உபகரணத்துடன் தொடர்புடைய சாதனத்துடன் நிரந்தரமாக நிலையான பணிப்பகுதி அல்லது கூடியிருந்த சட்டசபை அலகு மூலம் ஆக்கிரமிக்கப்பட்ட ஒவ்வொரு நிலையான நிலையும் அழைக்கப்படுகிறது.
ஒரு பணிப்பகுதியின் நிலை செயலாக்கத்திற்கான ஒரு எடுத்துக்காட்டு, படத்தில் காட்டப்பட்டுள்ள மூன்று-நிலை ரோட்டரி சாதனத்தில் துளைகளை துளையிடுதல் மற்றும் அவற்றில் நூல்களை வெட்டுதல் ஆகும். 3.2

அரிசி. 3.2
பணிப்பக்கமானது நிலை 1 இல் சரி செய்யப்பட்டது, சாதனம் நிலை 2 க்கு சுழலும் போது, பணியிடத்தில் துளைகள் துளையிடப்படுகின்றன, பின்னர் 3 ஆம் நிலைக்கு அடுத்த திருப்பத்தில், பணியிடத்தில் ஒரு நூல் வெட்டப்படுகிறது.
செயல்பாடுகள் மற்றும் மாற்றங்கள்தொழில்நுட்ப ஆவணங்களில், வரிசை எண்கள் கொடுக்கப்பட்டுள்ளன, செயல்பாடுகள் ரோமானிய எண்களால் குறிக்கப்படுகின்றன, மற்றும் அரபு எண்களால் மாற்றங்கள். மாற்றங்களின் வரிசை எண்கள் முதல் எண்ணிலிருந்து தொடங்கி, ஒவ்வொரு செயல்பாட்டிலும் தனித்தனியாக வழங்கப்படுகின்றன.
அமைப்புகள்அவை எழுத்துக்களால் குறிக்கப்படுகின்றன, மேலும் ஒவ்வொரு செயல்பாட்டிலும் கடிதத்தின் பெயர் எழுத்துக்களின் முதல் எழுத்தில் தொடங்குகிறது. நகர்வுகள் அறிகுறிகளால் குறிக்கப்படவில்லை, ஆனால் அவற்றின் எண்ணிக்கை குறிக்கப்படுகிறது.
செயல்பாடுகள்செயலாக்க வகைக்கு ஏற்ப சுருக்கமாக அழைக்கப்படுகின்றன.
உதாரணத்திற்கு:
- துளையிடுதல்,
- திருப்புதல்,
- அரைத்தல்
- முதலியன;
மாற்றங்கள் விரிவாக விவரிக்கப்பட்டுள்ளன, இது செயலாக்கப்படும் மேற்பரப்பின் பெயர், வரிசை எண் அல்லது அளவைக் குறிக்கிறது.
செயலாக்க முறையின் தெளிவான மற்றும் துல்லியமான பிரதிநிதித்துவத்திற்காக, தொழில்நுட்ப செயல்முறையானது செயலாக்க மேற்பரப்புகளின் திட்டவட்டமான அறிகுறியுடன் செயலாக்க மாற்றங்களின் ஓவியங்களுடன் விளக்கப்பட்டுள்ளது, இயந்திரத்தில் (உறுதியான சாதனத்தில்) பகுதியை இணைக்கும் முறை. பகுதி, சாதனம் மற்றும் கருவிகள். எனவே, இந்த ஓவியங்கள் ஒரு பகுதியின் மேற்பரப்புகளை செயலாக்குவதற்கான தொழில்நுட்ப அமைப்புகளை சித்தரிக்கின்றன. ஒவ்வொரு மாற்றத்திற்கும் தனித்தனியாக ஒரு ஓவியம் கொடுக்கப்பட்டுள்ளது. துளை எந்திர மாற்றங்களின் எடுத்துக்காட்டுகள் படத்தில் காட்டப்பட்டுள்ளன. 3.3




அரிசி. 3.3 செயலாக்க மாற்றங்களின் எடுத்துக்காட்டுகள்:
a - ஒரு துளை துளை Ø D,
b - எதிர் துவாரம் Ø D,
c - துளையை விரிவாக்கு Ø D தோராயமாக (முழுமையாக),
d - countersink chamfer h X a துளையை எந்திரம் செய்யும் போது
இயந்திரம் கட்டும் (இயந்திர பழுதுபார்ப்பு) நிறுவனத்தில், தயாரிப்புகளின் உற்பத்தி (பழுதுபார்த்தல்) தொடர்பான பல்வேறு செயல்முறைகள் செய்யப்படுகின்றன.
உற்பத்தி செய்முறை -இது ஒரு பொருளின் உற்பத்திக்கு (பழுதுபார்க்க) கொடுக்கப்பட்ட நிறுவனத்தில் தேவையான மக்கள் மற்றும் உற்பத்தி கருவிகளின் ஒன்றோடொன்று தொடர்புடைய செயல்களின் தொகுப்பாகும்.
உற்பத்தி செயல்முறையானது முடிக்கப்பட்ட பொருட்களைப் பெறுவதற்கான மூலப்பொருட்களின் மாற்றத்துடன் தொடர்புடைய முக்கிய செயல்முறைகளை மட்டுமல்ல, துணைப் பொருட்களையும் உள்ளடக்கியது, எடுத்துக்காட்டாக, கருவிகளின் உற்பத்தி, சாதனங்கள், உபகரணங்கள் பழுதுபார்ப்பு மற்றும் சேவை செயல்முறைகள் (ஆலையில் போக்குவரத்து பொருட்கள் மற்றும் பாகங்கள், கிடங்கு செயல்பாடுகள், கட்டுப்பாடு, முதலியன ), உற்பத்தி தயாரிப்புகளின் சாத்தியத்தை வழங்குகிறது. உற்பத்தியின் முழுமையான தொழில்நுட்ப தயாரிப்பு இல்லாமல் உற்பத்தி செயல்முறையின் பகுத்தறிவு அமைப்பு சாத்தியமற்றது.
முன் தயாரிப்பு. இந்த செயல்முறை பின்வருவனவற்றை உள்ளடக்கியது:
1) உற்பத்தியின் வடிவமைப்பு தயாரிப்பு (ஒரு தயாரிப்பு வடிவமைப்பை உருவாக்குதல் மற்றும் ஒரு பொருளின் பொதுக் கூட்டத்தின் வரைபடங்களை உருவாக்குதல், அசெம்பிளி கூறுகள் மற்றும் தயாரிப்புகளின் தனிப்பட்ட பாகங்கள் தொடர்புடைய விவரக்குறிப்புகள் மற்றும் பிற வடிவமைப்பு ஆவணங்களைத் தயாரிப்பதன் மூலம் உற்பத்தி செய்யப்படுகின்றன);
2) உற்பத்திக்கான தொழில்நுட்ப தயாரிப்பு, அதாவது. நிறுவப்பட்ட காலக்கெடு, வெளியீட்டு அளவு மற்றும் செலவுகளின் கீழ் கொடுக்கப்பட்ட தரத்தின் தயாரிப்புகளை உற்பத்தி செய்வதற்கான நிறுவனங்களின் (அல்லது ஒரு நிறுவனம்) தொழில்நுட்ப தயார்நிலையை உறுதி செய்யும் ஒன்றோடொன்று இணைக்கப்பட்ட செயல்முறைகளின் தொகுப்பு. உற்பத்தியின் தொழில்நுட்ப தயாரிப்பில் பின்வருவன அடங்கும்: உற்பத்தியின் தொழில்நுட்ப தருக்க வடிவமைப்பை உறுதி செய்தல், தொழில்நுட்ப செயல்முறைகளின் வளர்ச்சி, தொழில்நுட்ப உபகரணங்களின் வடிவமைப்பு மற்றும் உற்பத்தி, உற்பத்திக்கான தொழில்நுட்ப தயாரிப்பு செயல்முறையை நிர்வகித்தல்;
3) உற்பத்தி செயல்முறையின் காலண்டர் திட்டமிடல், தேவையான வெளியீட்டு அளவுகள் மற்றும் செலவுகளில் சரியான நேரத்தில்.
உற்பத்திக்கான தொழில்நுட்ப தயாரிப்பின் ஒரு பொறுப்பான மற்றும் உழைப்பு-தீவிரமான பகுதி தொழில்நுட்ப வடிவமைப்பு ஆகும், இதன் உழைப்பு தீவிரம் 30...40% (தொழில்நுட்ப தயாரிப்பின் மொத்த உழைப்பு தீவிரத்தின் சதவீதமாக) சிறிய அளவிலான உற்பத்தியில், 40. .. தொடர் தயாரிப்பில் 50% மற்றும் வெகுஜன உற்பத்தியில் 50...60%.
தயாரிப்பு வெளியீட்டின் அதிகரிப்புடன் தொழில்நுட்ப செயல்முறைகளை வடிவமைப்பதில் சிக்கலான அதிகரிப்பு, பெரிய அளவிலான மற்றும் வெகுஜன உற்பத்தியில், தொடர் உற்பத்தியை விட செயல்முறைகளின் வளர்ச்சி மிகவும் கவனமாக மேற்கொள்ளப்படுகிறது என்பதன் மூலம் விளக்கப்படுகிறது (மொத்த அளவு அதிகரிக்கிறது, தொழில்நுட்ப உபகரணங்கள் மாறும். மிகவும் சிக்கலானது, ஆவணங்கள் இன்னும் விரிவாக உருவாக்கப்பட்டுள்ளன).
பெரும்பாலான சந்தர்ப்பங்களில் தொழில்நுட்ப வடிவமைப்பின் சிக்கலானது இயந்திர வடிவமைப்பின் சிக்கலைக் கணிசமாக மீறுகிறது.
தொழில்நுட்ப செயல்முறை(ஒரு பரந்த பொருளில்) என்பது உற்பத்தி செயல்முறையின் ஒரு பகுதியாகும், இது மாற்றுவதற்கான செயல்களைக் கொண்டுள்ளது மற்றும் (அல்லது) உழைப்பின் பொருளின் நிலையை தீர்மானிக்கிறது.
இயந்திர பொறியியல் உற்பத்தியின் நிலைமைகளில் தொழில்நுட்ப செயல்முறை - இது உற்பத்தி செயல்முறையின் ஒரு பகுதியாகும், இதில் உற்பத்திப் பொருளின் அளவு, வடிவம், தோற்றம் அல்லது உள் பண்புகள் மற்றும் அவற்றின் கட்டுப்பாடு ஆகியவற்றில் தொடர்ச்சியான மாற்றம் அடங்கும்.
உழைப்பின் பொருள்களில் வெற்றிடங்கள் மற்றும் தயாரிப்புகள் அடங்கும். GOST 3.1109-82 ஆல் வரையறுக்கப்பட்ட ஒரு தயாரிப்பு, அதன் கூறு அல்லது செயலாக்கம், வடிவமைத்தல் மற்றும் அசெம்பிளி முறைகள் ஆகியவற்றிற்கு ஒரு தொழில்நுட்ப செயல்முறை காரணமாக இருக்கலாம்.தொழில்நுட்ப செயல்முறைகள் அவற்றின் செயலாக்கத்தின் தனிப்பட்ட முறைகளின்படி கட்டமைக்கப்படுகின்றன (எந்திர, அசெம்பிளி, வார்ப்பு, வெப்ப சிகிச்சை, பூச்சுகள், முதலியன .P.
பணிப்பகுதியை எந்திரம் செய்வதற்கான மிகவும் பகுத்தறிவு செயல்முறையை உறுதிப்படுத்த, எந்த மேற்பரப்புகளை எந்த வரிசையில் மற்றும் எந்த வழிகளில் செயலாக்க வேண்டும் என்பதைக் குறிக்கும் செயலாக்கத் திட்டம் வரையப்படுகிறது.
இது சம்பந்தமாக, முழு எந்திர செயல்முறையும் தனித்தனி கூறுகளாக பிரிக்கப்பட்டுள்ளது: தொழில்நுட்ப செயல்பாடுகள், அமைப்புகள், நிலைகள், மாற்றங்கள், நகர்வுகள், நுட்பங்கள்.
தொழில்நுட்ப செயல்பாடு- இது ஒரு பணியிடத்தில் நிகழ்த்தப்படும் தொழில்நுட்ப செயல்முறையின் ஒரு முழுமையான பகுதியாகும்.
எடுத்துக்காட்டாக, ஷாஃப்ட்டைத் திருப்புவது, முதலில் ஒரு முனையில் வரிசையாகச் செய்யப்படுகிறது, பின்னர் திரும்பிய பிறகு, அதாவது, இயந்திரத்திலிருந்து அகற்றாமல், மறுமுனையில், மையங்களில் தண்டு மறுசீரமைப்பது ஒரு செயல்பாடு. கொடுக்கப்பட்ட தொகுப்பின் அனைத்து பணியிடங்களும் (தண்டுகள்) முதலில் ஒரு முனையிலும் பின்னர் மறுமுனையிலும் திருப்பப்பட்டால், இது இரண்டு செயல்பாடுகளாக இருக்கும்.
ஒரு தொழில்நுட்ப செயல்பாடு என்பது உற்பத்தி திட்டமிடல் மற்றும் கணக்கியலின் முக்கிய அங்கமாகும். செயல்பாடுகளைச் செய்வதற்கு நேரத் தரங்களும் விலைகளும் அமைக்கப்பட்டுள்ளன. செயல்பாடுகள், உழைப்பு தீவிரம் மற்றும் செயல்பாட்டின் செலவு ஆகியவற்றின் அடிப்படையில், தகுதிகள் மற்றும் தொழில்நுட்ப உபகரணங்களால் தேவையான தொழிலாளர்களின் எண்ணிக்கை தீர்மானிக்கப்படுகிறது.
தானியங்கி உற்பத்தியின் நிலைமைகளில் அறுவை சிகிச்சை தொழில்நுட்ப செயல்முறையின் ஒரு முழுமையான பகுதியாக புரிந்து கொள்ளப்படுகிறது, இது ஒரு தானியங்கி வரியில் தொடர்ந்து மேற்கொள்ளப்படுகிறது, இது தானாக இயக்கப்படும் போக்குவரத்து மற்றும் ஏற்றுதல் சாதனங்களால் இணைக்கப்பட்ட பல இயந்திரங்களைக் கொண்டுள்ளது.
நெகிழ்வான தானியங்கு உற்பத்தியின் நிலைமைகளில், வெவ்வேறு தொழில்நுட்ப தொகுதிகளில் நிகழ்த்தப்படும் தனிப்பட்ட நிலைகளுக்கு இடையில் இடைநிலைக் கிடங்கிற்கு செயலாக்கப்பட்ட பணியிடங்களின் திசையால் செயல்பாட்டின் தொடர்ச்சி பாதிக்கப்படலாம்.
தொழில்நுட்ப செயல்பாடுகளுக்கு கூடுதலாக, தொழில்நுட்ப செயல்முறை பல நிகழ்வுகளில் (உதாரணமாக, தொடர்ச்சியான உற்பத்தியில் மற்றும் குறிப்பாக தானியங்கி கோடுகள் மற்றும் நெகிழ்வான தொழில்நுட்ப வளாகங்களில் செயலாக்கும்போது) அடங்கும். துணை செயல்பாடுகள்(போக்குவரத்து, கட்டுப்பாடு, குறியிடுதல், சிப் அகற்றுதல் போன்றவை)
முதலியன) பதப்படுத்தப்பட்ட பொருளின் அளவு, வடிவம், தோற்றம் அல்லது பண்புகளை மாற்றாது, ஆனால் தொழில்நுட்ப செயல்பாடுகளைச் செய்வதற்கு அவசியமானவை.
நிறுவல்- ஒரு தொழில்நுட்ப செயல்பாட்டின் ஒரு பகுதி பணிப்பகுதி அல்லது கூடியிருந்த சட்டசபை அலகு நிரந்தரமாக பாதுகாக்கப்படுகிறது.
எடுத்துக்காட்டாக, ஒரு லேத்தில் மையங்களில் அதை சரிசெய்யும்போது ஒரு தண்டு திருப்புவது முதல் அமைப்பாகும்; அதைத் திருப்பிய பின் தண்டைத் திருப்புதல் மற்றும் மறுமுனையைச் செயலாக்குவதற்கான மையங்களில் அதைப் பாதுகாத்தல் - இரண்டாவது அமைப்பு. அதே செயல்பாட்டை இரட்டை பக்க இயந்திரத்தில் ஒரு அமைப்பில் செய்ய முடியும், இது இருபுறமும் ஒரே நேரத்தில் திரும்ப அனுமதிக்கிறது.
சில தொழில்நுட்ப செயல்பாடுகளைச் செய்யும்போது, நிறுவப்பட்ட மற்றும் பாதுகாக்கப்பட்ட பணிப்பகுதி அல்லது கூடியிருந்த சட்டசபை அலகு சுழலும் அல்லது நகரும் சாதனங்களின் உதவியுடன் உபகரணங்களின் வேலை செய்யும் பகுதிகளுடன் தொடர்புடைய பல தொடர்ச்சியான நிலைகளை ஆக்கிரமிக்க வேண்டும், அதாவது, வெவ்வேறு நிலைகளை ஆக்கிரமிக்க வேண்டும்.
பதவி- செயல்பாட்டின் ஒரு குறிப்பிட்ட பகுதியைச் செய்ய நிரந்தரமாக நிலையான பணிப்பகுதி அல்லது சட்டசபை அலகு ஆக்கிரமிக்கப்பட்ட ஒரு நிலையான நிலை.
உதாரணமாக, படத்தில். 2.1 இரண்டு நிலைகளில் 1 மற்றும் 2 மேற்பரப்புகளின் அரைப்பதைக் காட்டுகிறது; ஃபிக்ஸ்ச்சர் 4 இன் சுழலும் பகுதி 3 க்கு பணிப்பொருள் பாதுகாக்கப்படுகிறது. மேற்பரப்பு 1 (முதல் நிலை) பதப்படுத்தப்பட்ட நிலையில், பணிப்பொருளை தளர்த்தாமல், சுழலும் பகுதியைப் பயன்படுத்தி 180° திருப்பப்பட்டு, கிளாம்ப் 5 மற்றும் மேற்பரப்பு 2 உள்ளது. அரைக்கப்பட்ட (இரண்டாவது நிலை).
அரிசி. 2.1 இரண்டு நிலைகளில் அரைக்கும் மேற்பரப்புகள் 1 மற்றும் 2
GOST 3.1109-82 தொழில்நுட்ப செயல்பாடுகளின் முக்கிய கூறுகளை வரையறுக்கிறது. செயல்பாடு தொழில்நுட்ப மற்றும் துணை மாற்றங்களாக பிரிக்கப்பட்டுள்ளது.
தொழில்நுட்ப மாற்றம்- இது ஒரு தொழில்நுட்ப செயல்பாட்டின் ஒரு முழுமையான பகுதியாகும், இது பயன்படுத்தப்படும் கருவியின் நிலைத்தன்மை மற்றும் செயலாக்கத்தின் போது உருவாக்கப்பட்ட அல்லது இணைக்கப்பட்ட மேற்பரப்புகளால் வகைப்படுத்தப்படுகிறது.
 எடுத்துக்காட்டாக, ஒரு தண்டு கட்டத்தின் முதல் கட்டர் மற்றும் பின்னர் மற்றொரு கட்டர் மூலம் தொடர்ச்சியான திருப்பம் இரண்டு தொழில்நுட்ப மாற்றங்களைக் கொண்டிருக்கும்; இரண்டு கட்டர்களுடன் (படம் 2.2) ஒரே நேரத்தில் இந்தப் படிகளைத் திருப்பினால், இது ஒரு மாற்றத்தில் மாறும். வெட்டு நிலைமைகள் மாறுவதால், அதே பணிப்பகுதியின் மேற்பரப்பை ரஃபிங் மற்றும் பினிஷிங் பயன்முறையில் எந்திரம் செய்வது இரண்டு தொழில்நுட்ப மாற்றங்களைக் கொண்டிருக்கும்.
எடுத்துக்காட்டாக, ஒரு தண்டு கட்டத்தின் முதல் கட்டர் மற்றும் பின்னர் மற்றொரு கட்டர் மூலம் தொடர்ச்சியான திருப்பம் இரண்டு தொழில்நுட்ப மாற்றங்களைக் கொண்டிருக்கும்; இரண்டு கட்டர்களுடன் (படம் 2.2) ஒரே நேரத்தில் இந்தப் படிகளைத் திருப்பினால், இது ஒரு மாற்றத்தில் மாறும். வெட்டு நிலைமைகள் மாறுவதால், அதே பணிப்பகுதியின் மேற்பரப்பை ரஃபிங் மற்றும் பினிஷிங் பயன்முறையில் எந்திரம் செய்வது இரண்டு தொழில்நுட்ப மாற்றங்களைக் கொண்டிருக்கும்.
துணை மாற்றம்- இது ஒரு தொழில்நுட்ப செயல்பாட்டின் ஒரு முழுமையான பகுதியாகும், இது மனித மற்றும் (அல்லது) உபகரண செயல்களைக் கொண்டுள்ளது, அவை உழைப்பின் பொருளின் மேற்பரப்புகளின் வடிவம், அளவு மற்றும் கடினத்தன்மை ஆகியவற்றில் மாற்றத்துடன் இல்லை, ஆனால் தொழில்நுட்பத்தை முடிக்க அவசியம். மாற்றம். துணை மாற்றங்களுக்கான எடுத்துக்காட்டுகள்: செயலாக்கத்திற்கு முன் பணிப்பகுதியை நிலைநிறுத்துதல், வெட்டு தலையைத் திருப்புதல், கருவிகளை மாற்றுதல் போன்றவை.
மாற்றம் வேலை மற்றும் துணை நகர்வுகளைக் கொண்டுள்ளது.
வேலை செய்யும் பக்கவாதம்- பணிப்பகுதியுடன் தொடர்புடைய கருவியின் ஒற்றை இயக்கத்தின் வடிவத்தில் ஒரு தொழில்நுட்ப மாற்றத்தின் ஒரு முழுமையான பகுதி, வடிவம், அளவு, மேற்பரப்பு கடினத்தன்மை அல்லது பணிப்பகுதியின் பண்புகளில் மாற்றத்துடன். ஒவ்வொரு வேலை செய்யும் பக்கவாதத்திற்கும், கொடுக்கப்பட்ட தடிமன் கொண்ட பொருளின் ஒரு அடுக்கு நிலையான செயலாக்க பயன்முறையில் அகற்றப்படும்.
துணை நகர்வு- பணிப்பகுதியுடன் தொடர்புடைய கருவியின் ஒற்றை இயக்கத்தின் வடிவத்தில் ஒரு தொழில்நுட்ப மாற்றத்தின் ஒரு முழுமையான பகுதி, வடிவம், அளவு, மேற்பரப்பு கடினத்தன்மை அல்லது பணிப்பக்கத்தின் பண்புகளில் மாற்றத்துடன் அல்ல, ஆனால் வேலை செய்யும் பக்கவாதத்தை முடிக்க அவசியம். எடுத்துக்காட்டாக, ஒரு துணைப் பக்கவாதம் என்பது லேத் ஸ்லைடைத் திருப்பிய பின் அதன் அசல் நிலைக்கு நகர்த்துவதாகும்.
வரவேற்பு- இது ஒரு மாற்றம் அல்லது அதன் ஒரு பகுதியைச் செய்யும்போது பயன்படுத்தப்படும் மனித செயல்களின் முழுமையான தொகுப்பு மற்றும் ஒரு நோக்கத்தால் ஒன்றிணைக்கப்படுகிறது.
தொழில்நுட்ப செயல்பாடு- தொழில்நுட்பத்தின் ஒரு பகுதியை முடித்தது
செயல்முறை ஒரு பணிநிலையத்தில் செய்யப்படுகிறது. அறுவை சிகிச்சைக்கு
நேரம் தரநிலை தீர்மானிக்கப்படுகிறது மற்றும் செயல்பாடு இவ்வாறு உள்ளது
பட்டறையில் வேலை மற்றும் வேலைகளின் அளவை திட்டமிடுவதற்கான அலகு
ஒரு தொழில்நுட்ப செயல்பாடு என்பது ஒரு தொழில்நுட்ப செயல்முறையின் முக்கிய கட்டமைப்பு அலகு ஆகும். ஒன்று அல்லது அதற்கு மேற்பட்ட ஒரே நேரத்தில் பணிபுரியும் தொழிலாளர்களால், ஒரு பணியிடத்தில் மற்றும் தொடர்ச்சியாக, ஒன்று அல்லது அதற்கு மேற்பட்ட ஒரே நேரத்தில் செயலாக்கப்பட்ட பணியிடங்களின் செயலாக்கத்துடன் தொடர்புடைய தொழில்நுட்ப செயல்முறையின் இந்த பகுதி.
தொடர்ச்சி நிலை செயல்பாடுகள்மற்றொரு தயாரிப்பு அல்லது அதே தயாரிப்பைச் செயலாக்காமல், வேறு பணியிடத்தில் அது வழங்கிய வேலையைச் செய்வதாகும். எடுத்துக்காட்டாக, ஒரு லேத் மீது ஒரு படிநிலை ரோலரை செயலாக்குவது பின்வரும் வரிசையில் நிகழ்த்தப்பட்டால் ஒரு தொழில்நுட்ப செயல்பாட்டைக் குறிக்கிறது: மையங்களில் பணிப்பகுதியை நிறுவவும், ரோலரை ஒரு முனையில் அரைக்கவும், பணிப்பகுதியை அகற்றவும், கிளம்பை மீண்டும் நிறுவவும் மற்றும் மீண்டும் நிறுவவும். மையங்களில் பணிப்பகுதி, மறுமுனையில் இருந்து ரோலரை அரைக்கவும்.
உள்ளடக்கத்தில் ஒத்த ரோலரில் வேலை இரண்டு செயல்பாடுகளில் செய்யப்படலாம்:
கிளாம்பைக் கட்டுங்கள், பணிப்பகுதியை மையத்தில் வைக்கவும், ஒரு முனையை அரைத்து, கிளம்பை அகற்றவும்
பணிப்பகுதியின் மறுமுனையில் கிளம்பை இணைக்கவும், மையங்களில் அதை நிறுவவும் மற்றும் மறுமுனையில் இருந்து அரைக்கவும்.
இருப்பினும், ரோலரின் இரண்டாவது முனையின் இரண்டாம் நிலை நிறுவல் மற்றும் செயலாக்கம் முதல் முனையைச் செயலாக்கிய உடனேயே பின்பற்றப்படாவிட்டால், ஆனால் தொகுப்பின் பிற பணியிடங்களை செயலாக்குவதற்கான இடைவெளியுடன் (அதாவது, முதலில் அனைத்து பணியிடங்களும்) இந்த செயல்கள் வெவ்வேறு செயல்பாடுகளில் சேர்க்கப்படும். ஒரு முனையிலிருந்து செயலாக்கப்படுகிறது, பின்னர் மற்றொன்று). கொடுக்கப்பட்ட எடுத்துக்காட்டு, செயல்பாட்டின் கலவை முற்றிலும் தொழில்நுட்பக் கருத்தாய்வுகளின் அடிப்படையில் மட்டுமல்லாமல், நிறுவன செலவினத்தையும் கணக்கில் எடுத்துக்கொள்வதைக் காட்டுகிறது.
ஒரு தொழில்நுட்ப செயல்பாடு என்பது உற்பத்தி திட்டமிடல் மற்றும் கணக்கியலின் அடிப்படை அலகு ஆகும். செயல்பாடுகளின் அடிப்படையில், உற்பத்தி பொருட்களின் உழைப்பு தீவிரம் தீர்மானிக்கப்படுகிறது மற்றும் நேர தரநிலைகள் மற்றும் விலைகள் நிறுவப்பட்டுள்ளன.
தொழில்நுட்ப மாற்றம்
அதே வழிமுறைகளால் செய்யப்படும் செயல்பாடுகள்
நிலையான தொழில்நுட்பத்துடன் கூடிய தொழில்நுட்ப உபகரணங்கள்
முறைகள் மற்றும் நிறுவல்.
துணை மாற்றம் - தொழில்நுட்பத்தின் ஒரு பகுதியை முடித்தது
மனித மற்றும்/அல்லது/ உபகரண செயல்களைக் கொண்ட செயல்பாடுகள்,
உழைப்பின் பொருள்களின் பண்புகளில் மாற்றங்களுடன் இல்லை, ஆனால்
ஒரு தொழில்நுட்ப மாற்றத்தை முடிக்க அவசியம் / உதாரணம் -
பணிப்பகுதியை நிறுவுதல், கருவிகளை மாற்றுதல் போன்றவை./. துணை
செயல்முறை வரைபடத்தில் மாற்றங்கள் பதிவு செய்யப்படவில்லை. மணிக்கு
பலவற்றை ஒரே நேரத்தில் செயலாக்குதல்
பரப்புகளில் மாற்றம் கூட்டு என்று அழைக்கப்படுகிறது. அடிக்கடி காணப்படும்
ஒரே ஒரு தொழில்நுட்ப மாற்றம் கொண்ட செயல்பாடுகள்.
வேலை செய்யும் பக்கவாதம் - தொழில்நுட்ப மாற்றத்தின் ஒரு பகுதியை முடித்தது,
தொடர்புடைய கருவியின் ஒற்றை இயக்கம் கொண்டது
வொர்க்பீஸ் மற்றும் வடிவம், அளவு, தரம் ஆகியவற்றில் மாற்றம் ஏற்படுகிறது
பணிப்பகுதியின் மேற்பரப்பு மற்றும் பண்புகள்.